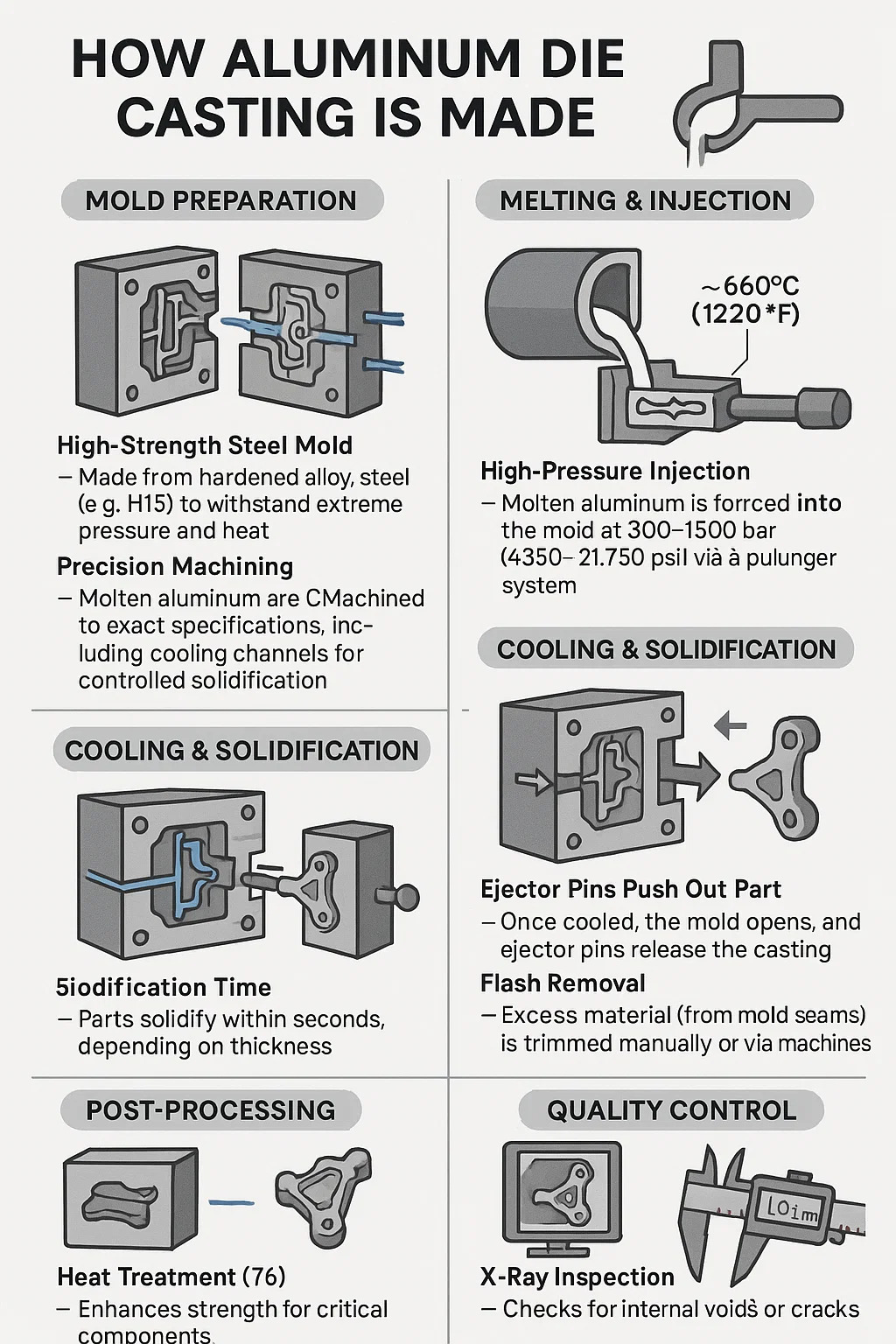
Hoe Aluminium Die casting is gemaakt
1. Schimmelbereiding
Hoge sterkte stalen mal-gemaakt van gehard legeringsstaal (bijv. H13) om extreme druk en warmte te weerstaan.
Precisiebewerking-Moldholten zijn CNC-gemarkeerd tot exacte specificaties, inclusief koelkanalen voor gecontroleerde stolling.
2. Smelten en injectie
Aluminiumlegeringsmelten - Speciale legeringen (zoals A380 of ADC12) worden gesmolten bij ~ 660 ° C (1220 ° F) in een oven.
Hoge drukinjectie-gesmolten aluminium wordt in de schimmel gedwongen bij 300-1500 bar (4350-21.750 psi) via een plunjersysteem.
3. Koeling en stolling
Snelle koeling - De waterkanalen van de mal zorgen voor uniforme koeling, waardoor kromtrekken wordt voorkomen.
Stollingstijd - Onderdelen stollen binnen enkele seconden, afhankelijk van de dikte.
4. Uitvoegen en trimmen
Ejectorpennen duwen een deel uit - eenmaal afgekoeld, opent de mal en geven de uitwerppennen de gieters vrij.
Flash Removal - Overtollig materiaal (van schimmelnaden) wordt handmatig of via machines geknipt.
5. na verwerking
Warmtebehandeling (T6) - verbetert de sterkte voor kritieke componenten.
Oppervlakteafwerking - zandstanders, polijsten of anodiseren voor corrosieweerstand.
6. Kwaliteitscontrole
Röntgeninspectie-controleert op interne leegtes of scheuren.
Dimensionale testen - Zorgt ervoor dat onderdelen voldoen aan strakke toleranties (± 0,1 mm).
Belangrijke uitdagingen en oplossingen
| Probleem | Oorzaak | Oplossing |
| Porositeit | Gevangen lucht/gas | Vacuümondersteunde casting |
| Kromtrekken | Ongelijke afkoeling | Geoptimaliseerde vormkoelkanalen |
| Vast | Aluminium bindt aan schimmel | Geavanceerde schimmelcoatings (bijv. Tin) |