Kan 6061 aluminium gegoten worden? Het directe antwoord
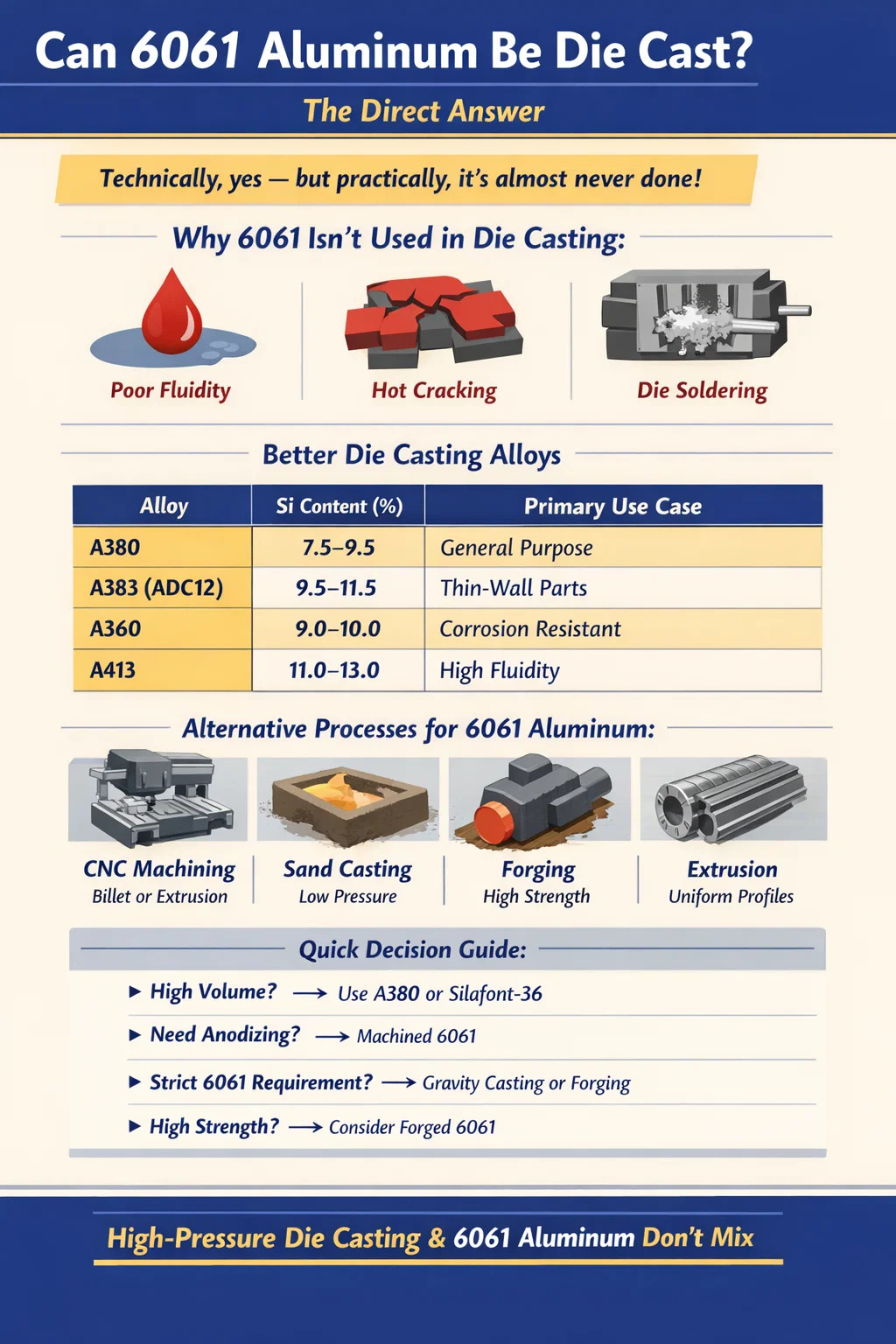
Technisch gezien wel, maar in de praktische productie 6061 aluminium wordt bijna nooit gebruikt bij spuitgieten , en de meeste spuitgietbedrijven zullen dit afraden. De reden komt neer op de legeringschemie. 6061 is een smeedaluminiumlegering, wat betekent dat het speciaal is ontworpen voor processen zoals extrusie, walsen en smeden - niet voor injectie in stalen matrijzen onder hoge druk. Het magnesium- en siliciumgehalte ervan, hoewel uitstekend voor structurele prestaties na warmtebehandeling, veroorzaakt ernstige problemen in de spuitgietomgeving: slechte vloeibaarheid, neiging tot heetscheuren en problemen met het solderen van matrijzen die de schrootpercentages en gereedschapskosten opdrijven.
De aluminiumlegeringen die de wereld domineren spuitgieten industrie zijn speciaal ontworpen voor het proces. A380, A383, A360 en ADC12 zijn verantwoordelijk voor de overgrote meerderheid van de aluminium spuitgietstukken wereldwijd, juist omdat hun siliciumgehalte – doorgaans tussen 8% en 12% – hen de smeltvloeibaarheid, het thermische gedrag en de stollingseigenschappen geeft die spuitgieten vereist. 6061 bevat slechts 0,4%–0,8% silicium , ver onder de drempel die nodig is voor betrouwbaar spuitgieten in grote volumes.
Dit artikel legt uit waarom 6061 zich gedraagt zoals bij spuitgieten, welke alternatieven er bestaan en in welke scenario's het kiezen van een andere legering – of een geheel ander proces – betere resultaten zal opleveren tegen lagere kosten.
Inzicht in 6061 aluminium: legeringssamenstelling en de implicaties ervan
6061 aluminium is een legering uit de 6xxx-serie, wat betekent dat de primaire legeringselementen magnesium (Mg) en silicium (Si) zijn. Het standaard samenstellingsbereik is als volgt:
| Element | Samenstellingsbereik (%) | Rol in legering |
|---|---|---|
| Silicium (Si) | 0,40 – 0,80 | Versterking via Mg₂Si-precipitaten |
| Magnesium (Mg) | 0,80 – 1,20 | Primair versterkingselement |
| Koper (Cu) | 0,15 – 0,40 | Extra sterkte, vermindert de corrosieweerstand enigszins |
| Chroom (Cr) | 0,04 – 0,35 | Controle van de graanstructuur |
| Ijzer (Fe) | Maximaal 0,70 | Incidenteel; gecontroleerd als onzuiverheid |
| Aluminium (Al) | Balans (~96-99) | Basismetaal |
De combinatie van Mg en Si vormt magnesiumsilicide (Mg₂Si) dat neerslaat tijdens warmtebehandeling (T4- of T6-temperatuur), wat 6061-T6 zijn bekende treksterkte van ongeveer 310 MPa (45.000 psi) . Deze precipitatiehardingsreactie is een van de grootste voordelen van de legering, maar het is een voordeel bij de nabewerking en geen gietvoordeel.
Het lage siliciumgehalte betekent daarentegen dat de gesmolten legering een hoge viscositeit en een smal stollingsbereik heeft. Wanneer het in een matrijs wordt gegoten of geïnjecteerd, vloeit het niet gemakkelijk in dunne wanden of complexe geometrieën. Het resultaat is onvolledige vullingen, koude afsluitingen en porositeit - defecten die vooral problematisch zijn voor structurele of drukdichte gegoten onderdelen.
Waarom 6061 slecht presteert in het spuitgietproces
Spuitgieten is een proces onder hoge druk en hoge snelheid. Gesmolten aluminium wordt in een stalen matrijs geïnjecteerd bij een druk die doorgaans varieert van 10.000 tot 30.000 psi (69 tot 207 MPa) , bij vultijden gemeten in milliseconden. De legering moet onmiddellijk door lopers en poorten stromen, dunne delen volledig vullen en voorspelbaar stollen. 6061 creëert meerdere faalpunten in deze omgeving.
Slechte smeltvloeibaarheid
De vloeibaarheid van aluminiumgietlegeringen wordt grotendeels bepaald door het siliciumgehalte. Silicium verlaagt het smeltpunt, vergroot het vloeistof-vaste temperatuurvenster en vermindert de oppervlaktespanning in de smelt. Spuitgietlegeringen zoals A380 bevatten ongeveer 8,5% silicium. 6061 bevat minder dan 1%. Bij vloeibaarheidstests (bijvoorbeeld spiraalvloeibaarheidstests) vult de A380 consistent twee tot drie keer de lengte die een 6061-smelt onder dezelfde omstandigheden zal hebben. Dunwandige secties kleiner dan 2 mm zijn vrijwel onmogelijk betrouwbaar te vullen met 6061.
Heet kraken tijdens stollen
6061 heeft een breed stollingsbereik: de kloof tussen liquidus (~652°C) en solidus (~582°C) bedraagt ongeveer 70°C. Tijdens deze halfvaste fase is de legering kwetsbaar voor heet scheuren: het gedeeltelijk gestolde skelet trekt samen, maar het vloeibare metaal kan niet snel genoeg door de resterende kanalen stromen om dit te compenseren. Het resultaat zijn interne scheuren. Spuitgietlegeringen met een hoog siliciumgehalte hebben een smaller stollingsbereik Dit betekent dat het metaal sneller en gelijkmatiger overgaat van vloeibaar naar vast, waardoor het risico op heetscheuren dramatisch wordt verminderd.
Schade door soldeer- en gereedschapsmatrijzen
Matrijssolderen vindt plaats wanneer aluminium zich hecht aan het oppervlak van de stalen matrijs. Het ijzergehalte in de matrijs reageert met aluminium in de smelt en vormt ijzer-aluminium intermetallische verbindingen (Fe-Al IMC's) aan het matrijsoppervlak. Silicium fungeert als buffer: het reageert bij voorkeur met ijzer en vormt Fe-Si-fasen die minder hechten en gemakkelijker vrijkomen. Omdat 6061 weinig silicium bevat, is het veel gevoeliger voor solderen op het matrijsvlak. Dit verhoogt de uitwerpkrachten, veroorzaakt oppervlaktedefecten op het gietstuk en versnelt matrijserosie. Er is gemeld dat de levensduur van de matrijzen voor 6061 in spuitgietproeven hetzelfde is aanzienlijk korter vergeleken met standaard spuitgietlegeringen.
Complicaties van warmtebehandeling
Een van de belangrijkste voordelen van 6061 is de reactie op T6-warmtebehandeling, waardoor de treksterkte toeneemt van ongeveer 125 MPa (18.000 psi) in gegloeide toestand tot ongeveer 310 MPa (45.000 psi). Gegoten onderdelen zijn echter – zelfs in compatibele legeringen – notoir moeilijk te behandelen met warmte, omdat de snelle stolling in de matrijs de gasporositeit tegenhoudt. Wanneer een poreus spuitgietstuk een oplossingswarmtebehandeling krijgt bij temperaturen rond de 530°C, zet het opgesloten gas uit en veroorzaakt het blaarvorming op het oppervlak. 6061-spuitgietstukken zouden met hetzelfde probleem worden geconfronteerd, terwijl ze tijdens het gieten ook al te kampen hadden met problemen met de vloeibaarheid en scheurvorming. Het netto resultaat is dat het veronderstelde sterktevoordeel van 6061 sowieso niet op betrouwbare wijze kan worden gerealiseerd door middel van spuitgieten.
Welke aluminiumlegeringen worden feitelijk gebruikt bij het spuitgieten?
De spuitgietindustrie heeft gekozen voor een korte lijst aluminiumlegeringen die consistent betrouwbare resultaten van hoge kwaliteit leveren. Het begrijpen van deze alternatieven is essentieel bij de beoordeling of er moet worden doorgegaan met spuitgieten voor een onderdeel dat oorspronkelijk rond 6061 werd ontworpen.
| Legering | Si-inhoud (%) | UTS (MPa) | Primaire gebruikscasus |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Algemeen doel; wereldwijd meest gebruikte spuitgietlegering |
| A383 (ADC12) | 9,5 – 11,5 | ~310 | Complexe dunwandige onderdelen; betere vloeibaarheid dan A380 |
| A360 | 9,0 – 10,0 | ~317 | Drukdichtheid, corrosieweerstand |
| A413 | 11,0 – 13,0 | ~296 | Hoogste vloeibaarheid; hydraulische componenten, ingewikkelde gietstukken |
| Silafont-36 (Al-Si-Mg) | 9,5 – 11,5 | Tot ~350 (T5/T7) | Structurele spuitgietstukken voor auto's; warmte behandelbaar |
| 6061 | 0,40 – 0,80 | 310 (T6, gesmeed) | Extrusie, smeden, machinale bewerking - geen spuitgieten |
Alleen al de A380 is goed voor een schatting 60% of meer van alle aluminium spuitgietstukken geproduceerd in Noord-Amerika . De combinatie van goede mechanische eigenschappen, uitstekende gietbaarheid en redelijke kosten maakt het tot de standaard in de industrie. Wanneer ontwerpers hittebehandelbaar gegoten aluminium met een hogere sterkte nodig hebben, wenden ze zich steeds vaker tot legeringen zoals Silafont-36 of Aural-2, die vanaf de basis zijn ontworpen om goed spuitgietgedrag te combineren met het vermogen om te reageren op veroudering door veroudering - iets wat 6061 niet kan leveren in gegoten vorm.
Wanneer ingenieurs 6061 specificeren en waarom ze overstappen
In veel productontwikkelingsscenario's specificeren ingenieurs 6061 al vroeg in een project omdat ze ermee bekend zijn, of omdat prototypes uit 6061 knuppel zijn vervaardigd. Wanneer de productievolumes stijgen en spuitgieten aantrekkelijk wordt voor kostenverlaging, wordt de vraag of 6061 behouden moet worden een echt beslissingspunt. Het typische resultaat is een overstap naar een meer compatibele spuitgietlegering, maar de logica is de moeite waard om in detail te onderzoeken.
Vereisten voor mechanische eigenschappen
Ingenieurs specificeren 6061-T6 vaak vanwege de treksterkte van ongeveer 310 MPa en de vloeigrens van 276 MPa. De vraag is of deze eigenschappen daadwerkelijk vereist zijn voor de toepassing, of dat ze conservatief zijn geselecteerd op basis van bekendheid. De gegoten A380 behaalt een UTS van ongeveer 317 MPa, zeer dicht bij 6061-T6, en een vloeigrens van ongeveer 159 MPa. Voor toepassingen waarbij de vloeigrens de kritische parameter is – zoals structurele beugels of dragende behuizingen – kan de A380 tekortschieten en heeft de ingenieur twee opties: ontwerp de geometrie met extra wanddikte ter compensatie, of schakel over op een warmtebehandelbare spuitgietlegering zoals Silafont-36, die na behandeling met T5/T7 vloeisterktes van 240 MPa of hoger kan bereiken.
Corrosiebestendigheid
6061 staat bekend om zijn goede corrosiebestendigheid, vooral in maritieme en buitenomgevingen. A380 bevat een hoger kopergehalte (tot 3,5%), waardoor de corrosieweerstand afneemt in vergelijking met 6061. Als een onderdeel bestand moet zijn tegen zoutnevel of zonder coating in een kustomgeving moet worden gebruikt, kan het zijn dat A380 een oppervlaktebehandeling nodig heeft. A360 is een alternatieve spuitgietlegering met een lager kopergehalte die een betere corrosieweerstand biedt, en wordt vaak gespecificeerd wanneer anodisatie- of chromaatconversiecoatings deel uitmaken van het proces.
Anodiseren en oppervlakteafwerking
6061 anodiseert uitzonderlijk goed. De samenstelling met een laag ijzer- en kopergehalte produceert een heldere, consistente anodische oxidelaag. Spuitgietlegeringen, vooral die met een hoog siliciumgehalte, anodiseren slecht: de siliciumdeeltjes blijven niet-geanodiseerd en verschijnen als donkergrijze of zwarte stippen in de oxidelaag, waardoor decoratief helder anodiseren vrijwel onmogelijk wordt. Als het onderdeel om esthetische redenen helder of gekleurd geanodiseerd moet worden, is spuitgieten het verkeerde proces, ongeacht de legering. Zandgieten of permanent gieten onder invloed van zwaartekracht met 6061 of een vergelijkbare smeedlegering, gevolgd door een T6-behandeling, is de betere weg voor geanodiseerde onderdelen met gematigde volumes.
Bewerkbaarheid
6061 is een plezier om te bewerken. Het produceert zuivere spanen, houdt nauwe toleranties aan en accepteert goed draadsnijden en tappen. Spuitgietlegeringen zijn over het algemeen moeilijker voor snijgereedschappen vanwege hun schurende siliciumgehalte, hoewel A380 volgens spuitgietnormen behoorlijk bewerkbaar blijft. Als na het gieten aanzienlijke nabewerking nodig is – bijvoorbeeld precisieboringen, inzetstukken met schroefdraad of nauwe vlakheidstoleranties – moet hiermee rekening worden gehouden in de algehele proceskostenvergelijking tussen spuitgieten met A380 en alternatieve processen met 6061.
Alternatieve productieprocessen voor 6061 aluminium
Omdat 6061 niet goed geschikt is voor spuitgieten, moeten ingenieurs die de materiaaleigenschappen van 6061 nodig hebben, rekening houden met de volgende productieprocessen, elk met zijn eigen afwegingen in termen van geometrische mogelijkheden, oppervlakteafwerking, kosten en volumeschaalbaarheid.
CNC-bewerking van Billet of extrusie
Voor lage tot middelgrote volumes (meestal minder dan 1.000 onderdelen per jaar) is het machinaal bewerken van 6061 knuppels of extrusiemateriaal vaak de meest kosteneffectieve aanpak. 6061 machines met hoge snelheden en uitstekende standtijd. Een competente CNC-werkplaats kan routinematig toleranties van ±0,025 mm (±0,001 in) aanhouden. De beperking is materiaalverspilling (buy-to-fly-verhoudingen kunnen hoog zijn voor complexe onderdelen) en cyclustijd voor ingewikkelde geometrieën. Bij productie van grote volumes zijn de kosten per onderdeel van de bewerking al snel hoger dan die van het gieten.
Zandgieten en permanent gieten
6061 kan zandgegoten of door zwaartekracht in permanente mallen worden gegoten. Deze processen brengen lagere injectiedrukken met zich mee dan spuitgieten, waardoor de legering de tijd krijgt om de mal te vullen. Zandgieten 6061 wordt toegepast in de lucht- en ruimtevaart- en defensie-industrie , waar materiaalcertificeringseisen de legeringssamenstelling en de warmtebehandelingsreactie verplicht stellen in plaats van vervanging door een standaard spuitgietlegering toe te staan. De vloeigrens van met T6 behandelde 6061-zandgietstukken ligt doorgaans in het bereik van 220-260 MPa, iets onder het gesmeed cijfer, maar voldoende voor veel structurele toepassingen. De gereedschapskosten voor zandgieten zijn laag (in veel gevallen minder dan $ 5.000), waardoor het haalbaar is bij volumes van een enkel prototype tot enkele duizenden onderdelen per jaar.
Smeden
6061 is een van de meest gesmede aluminiumlegeringen. Door smeden wordt de korrelstructuur langs de spanningslijnen van het onderdeel uitgelijnd, waardoor mechanische eigenschappen ontstaan die zowel gegoten als machinaal bewerkte onderdelen overtreffen. Gesmeed 6061-T6 kan treksterktes bereiken van 330–350 MPa en vloeigrens van 295–310 MPa - aanzienlijk hoger dan de standaard smeedplaatspecificatie. Structurele componenten voor de lucht- en ruimtevaart, fietsonderdelen en ophangingsonderdelen voor auto's worden vaak gesmeed uit 6061. Het nadeel is dat het smeden van matrijzen duur is (vaak $ 20.000 - $ 80.000 per matrijsset) en dat het proces het meest geschikt is voor onderdelen met een relatief eenvoudige geometrie en zonder ondersnijdingen.
Extrusie
Extrusie is misschien wel het oorspronkelijke proces van 6061. De legering stroomt door een matrijs om bij hoge snelheid lange, constante dwarsdoorsnedeprofielen te produceren. Extrusiematrijzen kosten $ 500-$ 3.000 voor eenvoudige profielen, waardoor dit proces zelfs bij lage volumes toegankelijk is. Complexe doorsneden met holle kamers zijn haalbaar. Secundaire bewerkingen zoals op lengte zagen, ponsen, boren en buigen, veranderen geëxtrudeerde 6061 in afgewerkte structurele componenten. De beperking is dat de dwarsdoorsnede uniform moet zijn over de lengte; extrusie kan niet de driedimensionale complexiteit produceren die spuitgieten oplevert.
Thixocasting en Rheocasting (semi-solide verwerking)
De verwerking van halfvaste metalen (SSM) is een niche maar relevante optie. Bij thixocasting wordt een speciaal vervaardigde knuppel van 6061 met een thixotrope microstructuur verwarmd tot het halfvaste bereik en in een matrijs geïnjecteerd. Omdat het materiaal gedeeltelijk vast is, vloeit het voorspelbaarder, met minder turbulentie en minder porositeit dan conventioneel spuitgieten. Onderzoeksstudies hebben dat aangetoond thixocast 6061-T6 kan treksterktes bereiken van 280–310 MPa , zeer dicht bij de bereikte benchmark. De beperking is de kosten: het proces voor het voorbereiden van de knuppels (SIMA- of MHD-methoden) voegt kosten toe, en het procesvenster is smal, waardoor een strikte temperatuurcontrole vereist is. SSM-verwerking van 6061 wordt gebruikt in auto- en ruimtevaartcomponenten waar mechanische prestaties en complexe geometrie naast elkaar moeten bestaan, maar het is geen mainstream productieproces.
Hogedrukspuitgieten versus lagedruk- en zwaartekrachtprocessen: impact op de levensvatbaarheid van 6061
Het is de moeite waard om onderscheid te maken tussen de verschillende gietprocesfamilies, omdat de uitdagingen met 6061 aanzienlijk variëren, afhankelijk van de vuldruk en snelheid.
- Hogedrukspuitgieten (HPDC) : Injectiedrukken van 10.000–30.000 psi, vultijden van 10–100 ms. 6061 is volkomen ongeschikt. De combinatie van lage vloeibaarheid, gevoeligheid voor heet kraken en matrijssolderen maakt betrouwbare productie op commerciële schaal onmogelijk.
- Lagedrukspuitgieten (LPDC) : Drukken van 5–15 psi (0,03–0,1 MPa), veel langzamere vulsnelheden. 6061 doet het hier beter. LPDC wordt gebruikt voor de productie van wielen en sommige structurele gietstukken voor auto's. De langzamere vulling vermindert de turbulentie en zorgt ervoor dat sommige legeringen met een lagere vloeibaarheid acceptabel presteren. 6061 kan onder lage druk worden gegoten met goed temperatuurbeheer, hoewel dit een zorgvuldige procescontrole vereist.
- Zwaartekracht permanente mal (GPM / chill casting) : Geen toegepaste druk; het metaal vult zich door de zwaartekracht. Dit is het meest vergevingsgezinde gietproces voor 6061 wat betreft legeringscompatibiliteit. GPM-gietstukken in 6061 kunnen op betrouwbare wijze een T6-warmtebehandeling ondergaan en nuttige structurele eigenschappen bereiken. Oppervlakteafwerking en maatconsistentie zijn inferieur aan die van HPDC, maar het proces is voor deze legering veel toegankelijker.
- Vacuümondersteund spuitgieten : Een variant van HPDC waarbij vóór injectie een vacuüm op de matrijsholte wordt getrokken om de porositeit te verminderen. Hoewel vacuümondersteuning de dichtheid van de onderdelen verbetert en warmtebehandeling in standaard spuitgietlegeringen mogelijk maakt, lost het de fundamentele problemen met de vloeibaarheid of heetscheuren die gepaard gaan met 6061 in een HPDC-context niet op.
De praktische conclusie is dat als met spuitgieten specifiek HPDC wordt bedoeld – wat in de meeste industriële gesprekken het geval is – 6061 moet worden vermeden. Als lagedruk- of zwaartekrachtprocessen binnen het bereik vallen, wordt 6061 een haalbare optie, vooral voor structurele onderdelen die een T6-warmtebehandeling vereisen.
Kostenvergelijking: spuitgieten met A380 versus alternatieve processen met 6061
Kosten zijn een van de meest voorkomende drijfveren achter de vraag of 6061 moet worden gegoten. Normaal gesproken wil een ontwerper de materiaaleigenschappen van 6061, maar de kosten per onderdeel van spuitgieten. De volgende vergelijking gebruikt een representatief bouwkundig woningdeel met een matige complexiteit als referentie.
| Proces | Legering | Gereedschapskosten (ongeveer) | Kosten per onderdeel van 10k/jr | Warmtebehandeling mogelijk? |
|---|---|---|---|---|
| HPDC | A380 | $ 30.000 - $ 100.000 | $ 2–$ 8 | Beperkt (porositeitsrisico) |
| HPDC (structureel) | Silafont-36 | $ 30.000 - $ 100.000 | $3–$10 | Ja (vacuümondersteund) |
| Zwaartekracht Perm. Schimmel | 6061 | $ 5.000 - $ 20.000 | $ 8–$ 20 | Ja (T6 haalbaar) |
| Zandgieten | 6061 | $ 1.000 - $ 8.000 | $ 15 - $ 40 | Ja (T6 haalbaar) |
| CNC-bewerking | 6061 staaf | $ 0–$ 5.000 (opspanning) | $ 20 - $ 80 | Ja (voorbehandelde voorraad) |
Uit de gegevens blijkt dat HPDC met A380 of een structurele spuitgietlegering de laagste kosten per onderdeel oplevert bij hoge volumes, maar hiervoor moet een materiaal worden geaccepteerd dat niet 6061 is. Als 6061 echt nodig is – bijvoorbeeld vanwege materiaalspecificaties in de lucht- en ruimtevaart of specifieke vereisten voor corrosiecertificering – dan zijn zwaartekrachtgieten of machinaal bewerken de economisch rationele opties, waarbij hogere kosten per onderdeel worden geaccepteerd in ruil voor de juiste legering.
Opkomende alternatieven: spuitgietlegeringen met gesmede samenstelling
De industrie heeft de vraag naar gegoten aluminium met eigenschappen dichter bij 6061 niet genegeerd. Verschillende legeringsontwikkelaars en gieterijspecialisten hebben legeringen geïntroduceerd die zijn ontworpen om de kloof te overbruggen tussen standaard spuitgietlegeringen en seriematig vervaardigde samenstellingen. Deze zijn de moeite waard om te weten voor ingenieurs die hun opties evalueren.
Castasil-37 (Al-Si-Mg, ijzerarm)
Castasil-37, ontwikkeld door Rheinfelden Alloys, bevat ongeveer 9–11% silicium met een zeer laag ijzergehalte (minder dan 0,15%) en gecontroleerd magnesium. Het lage ijzergehalte vermindert de neiging tot solderen dramatisch in vergelijking met standaardlegeringen, en de legering kan worden gegoten om dunne, complexe secties te produceren. Het komt niet overeen met de volledige warmtebehandelingsrespons van 6061, maar de gegoten eigenschappen zijn concurrerend met veel toepassingen die anders 6061 zouden overwegen.
Auditief-2 en Auditief-5
Dit zijn primaire aluminiumlegeringen die speciaal zijn ontwikkeld voor structurele spuitgietstukken met hoge integriteit, vooral in de automobielsector waar crashprestaties zowel hoge sterkte als hoge ductiliteit vereisen. Aural-2 bereikt verlengingswaarden van 10–15% in de T7-conditie , vergelijkbaar met 6061-T6. Deze legeringen kunnen worden gegoten met behulp van vacuümondersteunde HPDC en vervolgens met warmte worden behandeld zonder noemenswaardige blaarvorming, wat de dichtst mogelijke benadering van 6061-eigenschappen in gegoten vorm vertegenwoordigt.
Hpdc-geoptimaliseerde legeringen uit de 6xxx-serie (onderzoeksfase)
Academische en industriële onderzoeksgroepen hebben gemodificeerde legeringen uit de 6xxx-serie ontwikkeld met verhoogde siliciumtoevoegingen, bedoeld om de prestaties van het spuitgieten te verbeteren en tegelijkertijd een deel van de verouderingshardingsreactie te behouden. Deze zijn nog niet op grote schaal commercieel ingeburgerd, maar pilotproductieresultaten gepubliceerd in tijdschriften als de Journal of Materials Processing Technology suggereren dat legeringen met 3-5% Si en gebalanceerde Mg-toevoegingen treksterktes van 280-300 MPa kunnen bereiken na T5-behandeling met HPDC. Dit blijft een actief ontwikkelingsgebied in plaats van een kant-en-klare productieoptie.
Praktische beslissingsgids: kiezen tussen 6061 en spuitgietlegeringen
Het volgende beslissingskader is bedoeld om ingenieurs en productontwerpers te helpen snel de juiste weg voor hun specifieke situatie te bepalen.
- Als uw jaarvolume groter is dan 5.000 onderdelen en de complexiteit van de geometrie is hoog, spuitgieten met A380 of een structurele legering is vrijwel zeker het juiste proces - evalueer opnieuw of 6061-eigenschappen echt vereist zijn of gewoon bekend zijn.
- Als decoratief anodiseren nodig is voor het afgewerkte onderdeel, is spuitgieten een totaal verkeerd proces. Gebruik extrusie of machinaal bewerkt 6061 met de juiste oppervlaktebehandeling.
- Als een vloeigrens van meer dan 200 MPa vereist is voor het gegoten onderdeel, evalueer dan vacuümondersteunde HPDC met Silafont-36 of Aural-2 voordat u overgaat tot een zwaartekrachtgietproces met 6061.
- Als de legeringsspecificatie is vastgesteld door een klant, regelgevende instantie of lucht- en ruimtevaartnorm onder vermelding van 6061, mag u deze niet vervangen. Gebruik zwaartekrachtgieten, zandgieten of smeden.
- Als het volume minder dan 1.000 onderdelen per jaar bedraagt en de geometrie dit toelaat, zal CNC-bewerking uit 6061-T6-voorraad de beste mechanische eigenschappen opleveren met de laagste gereedschapsinvestering.
- Als gewichtsbesparing en structurele efficiëntie de belangrijkste drijfveren zijn, overweeg dan of gesmeed 6061 gerechtvaardigd is: smeedstukken kunnen het gewicht van het onderdeel met 15-30% verminderen in vergelijking met een gelijkwaardig gegoten onderdeel, omdat de superieure sterkte-gewichtsverhouding dunnere secties mogelijk maakt.
Geen enkel antwoord past bij elk product. Maar de consistente consensus binnen de sector is duidelijk: probeer geen hogedrukspuitgieten met 6061 aluminium als betrouwbare resultaten van productiekwaliteit het doel zijn. De metallurgische discrepantie tussen de samenstelling van 6061 en de eisen van het spuitgietproces is geen technische uitdaging die kan worden overwonnen door middel van procesoptimalisatie; het is een fundamenteel materiaalkeuzeprobleem dat het beste kan worden opgelost door vanaf het begin de juiste legering voor het juiste proces te kiezen.