Het korte antwoord: hoe spuitgieten werkt
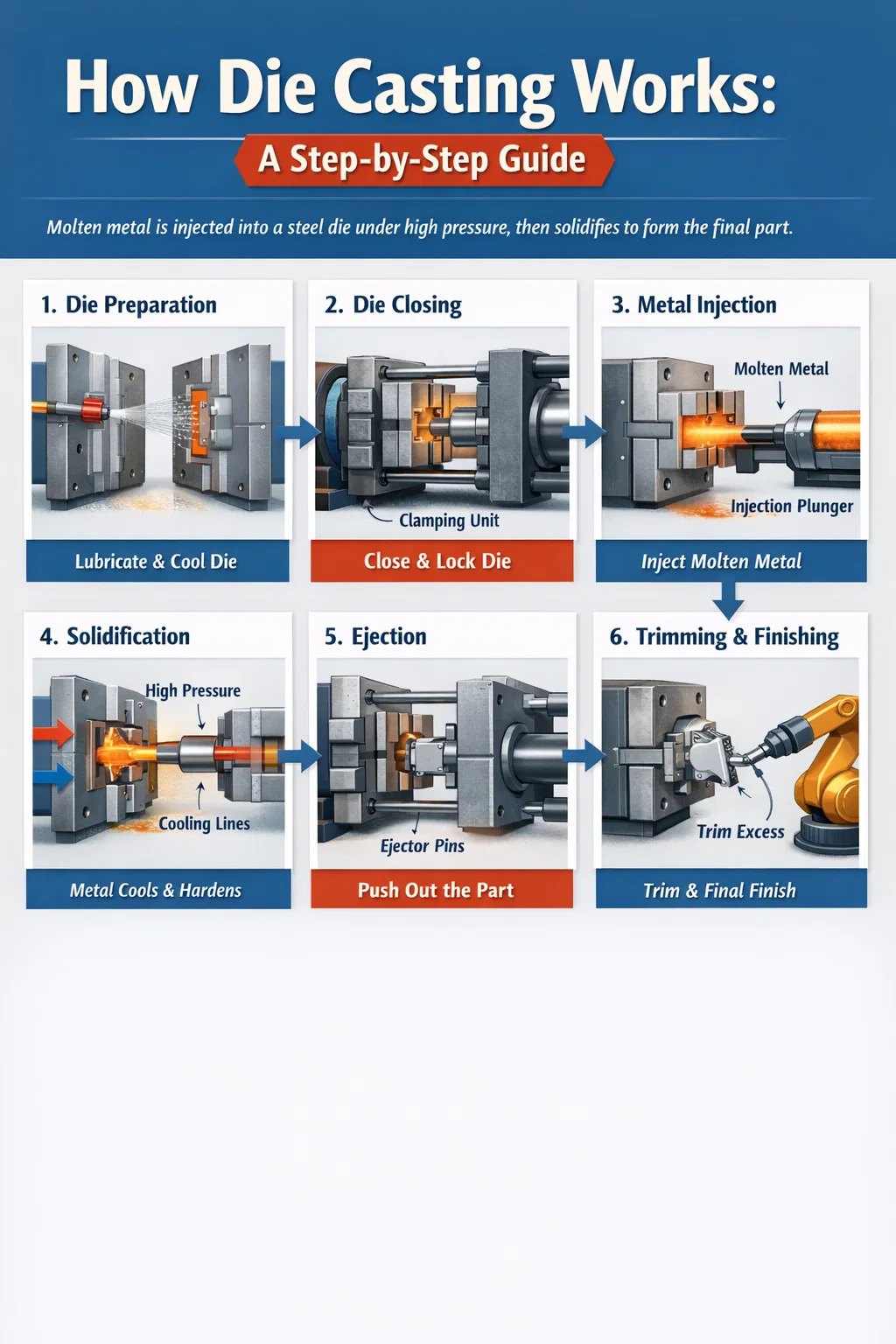
Spuitgieten is een metaalvormingsproces waarbij gesmolten metaal onder hoge druk in een geharde stalen mal wordt geïnjecteerd - een matrijs genoemd - en daar wordt vastgehouden totdat het metaal stolt in de exacte vorm van de holte. Eenmaal stevig, gaat de matrijs open, uitwerppennen duwen het onderdeel naar buiten en de cyclus begint opnieuw. Eén enkele dobbelsteen kan deze reeks honderdduizenden keren herhalen voordat deze verslijt.
Het proces wordt voornamelijk gebruikt met non-ferrolegeringen: aluminium, zink, magnesium en op koper gebaseerde metalen. Injectiedrukken variëren doorgaans van 1.500 psi tot meer dan 25.000 psi , waardoor spuitgieten onderdelen kan produceren met dunne wanden, nauwe toleranties (vaak ± 0,002 inch) en gladde oppervlakteafwerkingen zonder uitgebreide bewerking achteraf.
Als u tienduizenden identieke metalen onderdelen nodig heeft – autobeugels, elektronicabehuizingen, sanitaire fittingen, onderdelen van apparaten – is spuitgieten bijna altijd de meest kostenefficiënte productiemethode als u eenmaal de initiële gereedschapskosten hebt geabsorbeerd.
Het spuitgietproces stap voor stap
Om te begrijpen hoe spuitgieten wordt gedaan, moet u door elke fase van de productiecyclus lopen. Hoewel verschillende machines en legeringen variaties introduceren, is de fundamentele volgorde consistent in de hele industrie.
Stap 1 — Matrijsvoorbereiding en smering
Vóór elk schot worden de matrijshelften besproeid met een smeermiddel of lossingsmiddel. Dit dient twee doelen: het helpt het gestolde gietstuk netjes uit te werpen zonder te plakken, en het koelt het matrijsoppervlak enigszins af om een consistent thermisch profiel te behouden. Smeermiddelen op waterbasis zijn de meest voorkomende keuze in moderne winkels omdat ze de rook verminderen en voldoen aan de milieuvoorschriften. De spuitcyclus duurt doorgaans twee tot vijf seconden en is geautomatiseerd op lijnen met een hoog volume.
Stap 2 — Matrijs sluiten en klemmen
De spuitgietmachine klemt de twee matrijshelften met enorme kracht samen. Deze klemkracht wordt gemeten in tonnen en moet groter zijn dan de kracht die het onder druk gebrachte gesmolten metaal tijdens het injecteren op de matrijsvlakken zal uitoefenen. Een machine met een vermogen van 500 ton houdt de matrijs gesloten met een klemkracht van 500 ton. Machines variëren van minder dan 100 ton voor kleine zinkonderdelen tot 4.000 ton of meer voor grote aluminium structurele componenten. Als de klemkracht onvoldoende is, kan gesmolten metaal tussen de matrijshelften naar buiten flitsen, waardoor dunne vinnen op het onderdeel ontstaan en mogelijk het gereedschap beschadigd raakt.
Stap 3 — Metaalinjectie
Dit is de bepalende stap. Gesmolten metaal wordt in de matrijsholte geduwd via een systeem van kanalen (een spruw, lopers en poorten) die rechtstreeks in de geometrie van het onderdeel stromen. In machines met een koude kamer wordt een afgemeten shot metaal opgeschept of automatisch in een shothuls gegoten, en een hydraulische plunjer drijft het naar voren. Bij machines met een hete kamer wordt het injectiemechanisme ondergedompeld in het bad van gesmolten metaal en trekt het direct een nauwkeurige lading aan. De injectiesnelheid kan in fasen worden aangepast: een langzame eerste fase vult het runnersysteem en een snelle tweede fase vult de holte van het onderdeel om voortijdige verharding te voorkomen. Vultijden voor de caviteit zelf liggen vaak tussen de 10 en 100 milliseconden.
Stap 4 — Intensivering en stolling
Onmiddellijk nadat de holte is gevuld, past de machine intensiveringsdruk toe – een secundaire, hogere drukstoot – om meer metaal in te pakken en de krimp te compenseren naarmate het gietstuk stolt. Deze druk wordt gehandhaafd gedurende een verblijftijd, doorgaans één tot dertig seconden, afhankelijk van de wanddikte en de legering. De matrijs zelf fungeert als koellichaam; de interne koelkanalen transporteren water of thermische olie om de warmte snel en consistent te onttrekken. Snellere koeling zorgt voor kortere cyclustijden en een fijnere microstructuur in het voltooide onderdeel.
Stap 5 — Matrijsopening en onderdeeluitwerpen
Zodra het metaal voldoende is gestold, trekt de klemeenheid zich terug en gaan de matrijshelften uit elkaar. Het gietstuk blijft op de ene helft (de uitwerphelft) omdat de diepgangshoeken en de geometrie op die manier zijn ontworpen. Uitwerppennen – staven van gehard staal die in de matrijs worden geplaatst – gaan vooruit en duwen het onderdeel los. De pinnen laten kleine cirkelvormige sporen na op niet-kritieke oppervlakken van het gietstuk. Een robot of menselijke operator verwijdert het onderdeel en de cyclus begint opnieuw.
Stap 6 — Trimmen en afwerken
Het ruwe gietstuk komt bevestigd aan het runner- en poortsysteem naar buiten en heeft vaak een dunne flits langs scheidingslijnen. Een trimmatrijs in een hydraulische pers knipt de lopers en het overtollige flitsmateriaal in één slag af. Verdere afwerking is afhankelijk van de toepassing: gritstralen voor cosmetische oppervlakken, CNC-bewerking voor draadgaten of precieze boringen, warmtebehandeling voor structurele aluminiumlegeringen en oppervlaktecoatings zoals anodiseren, poedercoaten of verchromen.
Hete kamer versus koude kamer spuitgieten
De twee belangrijkste machinetypes zijn elk geschikt voor een ander scala aan legeringen. Als u voor een bepaald materiaal het verkeerde type kiest, wordt de machine vernietigd of worden onderdelen van slechte kwaliteit geproduceerd.
| Functie | Hete Kamer | Koude Kamer |
|---|---|---|
| Locatie van het injectiesysteem | Ondergedompeld in gesmolten metaal | Apart van oven |
| Compatibele legeringen | Zink, magnesium, lood, tin | Aluminium, messing, magnesium (hoge temperatuur) |
| Cyclus snelheid | Sneller (tot 18 shots/min voor zink) | Langzamer (handmatig opscheppen voegt tijd toe) |
| Maximale injectiedruk | ~ 2.500 psi | Tot 25.000 psi |
| Bereik van onderdeelgrootte | Klein tot middelgroot | Klein tot zeer groot |
| Porositeitsneiging | Lager | Matig (beheerd door procescontrole) |
Machines met hete kamers kunnen niet met aluminium worden gebruikt, omdat aluminium ijzer oplost bij typische giettemperaturen, waardoor de stalen zwanenhals en plunjer van het ondergedompelde injectiesysteem snel worden aangetast. Koudekamermachines zijn de juiste keuze voor het spuitgieten van aluminium: het metaal wordt gesmolten in een aparte warmhoudoven en komt pas vlak voor injectie in de spuithuls terecht, waardoor de belichtingstijd wordt beperkt.
Materialen die worden gebruikt bij het spuitgieten
De keuze van de legering is bepalend voor bijna elke andere beslissing in het proces: machinetype, matrijsmateriaal, cyclustijd en eigenschappen van het uiteindelijke onderdeel. Dit zijn de vier families die het meest voorkomen bij commerciële spuitgietactiviteiten.
Aluminium legeringen
Aluminium is ongeveer verantwoordelijk 80% van alle spuitgietproductie per gewicht in Noord-Amerika. De meest gebruikte legeringen zijn A380, A383 en A360. A380 biedt een uitstekende balans tussen gietbaarheid, sterkte (ultieme treksterkte ongeveer 47.000 psi) en corrosieweerstand, waardoor het de standaardkeuze is voor behuizingen voor auto's en consumentenelektronica. De lage dichtheid van aluminium – ongeveer een derde van die van staal – is een belangrijke drijvende kracht achter de vraag, aangezien autofabrikanten op zoek zijn naar lichtgewicht componenten om te voldoen aan de doelstellingen op het gebied van brandstofverbruik en EV-bereik. Het nadeel is een hogere giettemperatuur (ongeveer 1.200 °F / 650 °C), waardoor de levensduur van de matrijs wordt verkort in vergelijking met zink.
Zinklegeringen
Zinklegeringen (Zamak 3, Zamak 5, ZA-8) worden bij veel lagere temperaturen gegoten (rond de 415°C), waardoor het gereedschap een dramatisch langere levensduur krijgt – vaak meer dan een miljoen schoten versus 100.000–400.000 voor aluminium matrijzen. Zinken onderdelen kunnen worden gegoten met extreem dunne wanden (tot 0,4 mm) en zeer fijne oppervlaktedetails. Daarom worden ze gebruikt voor decoratieve hardware, slotlichamen en kleine mechanische precisiecomponenten. Zink heeft een hogere dichtheid dan aluminium, maar de lagere verwerkingskosten en de langere standtijd maken het vaak economischer voor kleine onderdelen in grote volumes.
Magnesiumlegeringen
Magnesium is het lichtste structurele metaal dat gewoonlijk wordt gegoten, ongeveer 33% lichter dan aluminium qua volume. Legeringen zoals AZ91D en AM60B worden gebruikt in auto-interieurconstructies, laptopchassis en carrosserieën van elektrisch gereedschap, waarbij gewicht de belangrijkste drijfveer is. Magnesium kan worden verwerkt in machines met warme of koude kamers, afhankelijk van de specifieke legering en de vereiste onderdeelgrootte. Eén belangrijke productieoverweging: magnesium is in fijnverdeelde vorm brandbaar, dus schroot en spanen vereisen een zorgvuldige behandeling en speciale brandblussystemen in de fabriek.
Op koper gebaseerde legeringen (messing en brons)
Koperlegeringen vereisen de hoogste giettemperaturen – vaak hoger dan 900°C – wat de levensduur van de matrijzen aanzienlijk verkort en de energiekosten verhoogt. Messing- en bronzen spuitgietstukken bieden echter uitstekende corrosieweerstand, goede elektrische geleidbaarheid en een eersteklas uiterlijk waardoor ze waardevol zijn in sanitaire fittingen, elektrische connectoren en architectonische hardware. Het spuitgieten van koperlegeringen vertegenwoordigt een klein maar aanhoudend deel van de totale productie, omdat geen enkel ander materiaal de combinatie van eigenschappen kan evenaren tegen vergelijkbare kosten voor onderdelen met een middelgroot volume.
Matrijsontwerp en gereedschap
De matrijs is het meest kapitaalintensieve onderdeel van het spuitgietproces en het ontwerp ervan bepaalt rechtstreeks de kwaliteit van het onderdeel, de cyclustijd en de productie-economie. Een slecht ontworpen matrijs zal problemen veroorzaken die geen enkele aanpassing van de machine volledig kan oplossen.
Matrijsmaterialen
Spuitgietgereedschap wordt vrijwel universeel gemaakt van H13 heetwerkgereedschapsstaal, gehard tot ongeveer 44–48 HRC. Er werd gekozen voor H13 omdat het bestand is tegen thermische vermoeidheid – de herhaalde verhitting en afschrikking die kleinere staalsoorten binnen duizenden cycli zou doen barsten. Hoogwaardige H13-kwaliteiten met strengere chemische controles en VAR-verwerking (vacuümbooghersmelten) kunnen de levensduur van de matrijzen aanzienlijk verlengen. Voor de productie van aluminium in zeer grote hoeveelheden wordt bij sommige bewerkingen gebruik gemaakt van gemodificeerde staalsoorten zoals DIN 1.2367 of eigen kwaliteiten ontwikkeld door gereedschapsleveranciers.
Ontwerp van poort- en runnersysteem
Waar metaal de holte binnendringt – de poortlocatie – regelt het vulpatroon, luchtinsluiting en krimp. Simulatiesoftware (Magmasoft, ProCAST, Flow-3D) is nu de standaardpraktijk voor matrijsontwerp, waardoor ingenieurs de metaalstroom kunnen modelleren, koude afsluitingen kunnen voorspellen, kunnen identificeren waar porositeit zich waarschijnlijk zal vormen, en de plaatsing van poort- en overloopputten kunnen optimaliseren voordat een enkel stuk staal wordt gesneden. Investeren in simulatie vóór de fabricage van gereedschappen bespaart doorgaans veel meer dan de kosten door problemen op te lossen waarvoor anders dure matrijsaanpassingen nodig zouden zijn.
Diepgangshoeken en scheidingslijnen
Elke verticale wand in een spuitgietstuk moet een trekhoek hebben – een lichte tapsheid – zodat het onderdeel los kan komen van de matrijs zonder te slepen of te plakken. Typische trekhoeken zijn 1° tot 3° voor externe oppervlakken en 2° tot 5° voor interne kernen. Wanden zonder tocht zijn theoretisch mogelijk met speciale coatings of geometrische trucs, maar brengen kosten en risico's met zich mee. De scheidingslijn is waar de twee matrijshelften samenkomen; Door het op de juiste manier te plaatsen, wordt de flits geminimaliseerd, wordt de gereedschapsconstructie vereenvoudigd en worden cosmetische oppervlakken gemakkelijker te controleren.
Ontwerp van koelsysteem
Interne koelkanalen, geboord door het matrijsstaal, transporteren temperatuurgecontroleerd water. Hun plaatsing ten opzichte van dikke delen van het onderdeel, waar de warmte geconcentreerd is, bepaalt hoe gelijkmatig het gietstuk stolt en hoe snel de cyclus kan verlopen. Conformele koeling – kanalen die de contouren van de matrijsholte volgen in plaats van recht geboord te zijn – wordt steeds vaker vervaardigd door middel van inzetstukken voor additieve productie, waardoor een agressievere warmteafvoer in kritieke zones en cyclustijdreducties van 15-25% in sommige toepassingen mogelijk zijn.
Belangrijke procesparameters en hoe ze worden gecontroleerd
Spuitgieten is geen kwestie van instellen en vergeten. Een stabiel proces van hoge kwaliteit vereist actieve monitoring en controle van een reeks onderling afhankelijke variabelen.
- Metaal temperatuur: Te warm verhoogt de krimpporositeit en matrijserosie; te koud veroorzaakt misruns en koude afsluitingen. Aluminium wordt doorgaans gegoten bij 677°C–732°C (1.250°F–1.350°F), afhankelijk van de geometrie van het onderdeel en de wanddikte.
- Injectiesnelheid: De snelheid van de eerste fase (langzame) vult de hardloper; tweede fase (snelle) snelheid vult de holte. Poortsnelheid – de snelheid waarmee metaal door de poort het onderdeel binnendringt – wordt doorgaans nagestreefd tussen 100 en 180 ft/s voor aluminium.
- Intensiveringsdruk: Deze druk wordt onmiddellijk na het vullen van de holte aangebracht en verpakt het stollende metaal om krimpholtes te verminderen. Typische intensiveringsdrukken voor aluminium zijn 8.000–15.000 psi.
- Matrijstemperatuur: De matrijs moet een thermisch evenwicht bereiken en behouden — doorgaans 150 °C–260 °C (300 °F–500 °F) voor aluminium — voordat de productieonderdelen worden gebruikt. Een koude matrijs veroorzaakt oppervlaktedefecten; een oververhitte matrijs verlengt de cyclustijd en versnelt de thermische vermoeidheid.
- Vacuümondersteuning: Sommige spuitgietopstellingen gebruiken vacuümleidingen die zijn aangesloten op de matrijsholte om lucht vóór injectie te evacueren. Het verwijderen van lucht vermindert de gasporositeit en maakt hogere injectiesnelheden mogelijk zonder gas in het onderdeel op te sluiten – vooral waardevol voor structurele componenten die een warmtebehandeling ondergaan of worden gelast.
Moderne spuitgietmachines registreren de procesgegevens van elk schot (plunjerpositie, snelheid, drukcurves) in realtime. Statistische procescontrolediagrammen markeren wanneer parameters buiten de ingestelde limieten afwijken, waardoor procesingenieurs problemen kunnen corrigeren voordat de afvalpercentages stijgen.
Veelvoorkomende defecten bij spuitgieten en hun oorzaken
Het begrijpen van defectmechanismen is van cruciaal belang bij het oplossen van het proces. De meeste defecten zijn terug te voeren op een relatief klein aantal hoofdoorzaken.
Porositeit
Het meest voorkomende spuitgietdefect. Er bestaan twee soorten: gasporositeit, veroorzaakt door lucht of opgeloste waterstof die tijdens het vullen wordt opgevangen, en krimpporositeit, veroorzaakt door onvoldoende metaal om de samentrekkende delen te voeden terwijl ze stollen. Gasporositeit komt doorgaans tot uiting in de vorm van afgeronde holtes nabij het oppervlak of in de gebieden die het laatst moeten worden opgevuld. Krimpporositeit verschijnt als onregelmatige, grillige holtes in dikke dwarsdoorsneden. Oplossingen zijn onder meer vacuümondersteuning, geoptimaliseerd poortontwerp, aangepaste intensiveringsdruk en vermindering van de wanddikte door herontwerp van onderdelen.
Koude afsluitingen en misruns
Een koude afsluiting verschijnt als een zichtbare lijn op het gietoppervlak waar twee metalen stroomfronten elkaar ontmoetten, maar niet goed versmolten omdat ze te veel waren afgekoeld voordat ze samenkwamen. Een misrun is een onvolledige vulling: een deel van de holte dat simpelweg niet genoeg metaal heeft ontvangen voordat het stolde. Beide worden veroorzaakt door een onvoldoende metaaltemperatuur, een te lage injectiesnelheid, een onvoldoende metaalvolume of overmatige koeling van de matrijs. Het verhogen van de metaaltemperatuur, de injectiesnelheid of het shotgewicht lost deze defecten doorgaans op.
Solderen en matrijserosie
Solderen vindt plaats wanneer de aluminiumlegering aan het matrijsstaal blijft kleven, waardoor materiaal van het oppervlak van het onderdeel wordt getrokken bij het uitwerpen en uiteindelijk afzettingen op de matrijs worden opgebouwd. Het wordt aangedreven door een chemische reactie tussen gesmolten aluminium en ijzer in het matrijsstaal, versneld door hoge metaaltemperatuur en hoge poortsnelheid die herhaaldelijk hetzelfde matrijsoppervlak beïnvloeden. Beschermende coatings (nitreren, PVD-coatings zoals TiAlN), temperatuurregeling van de matrijs en geoptimaliseerde smering verminderen de soldeerfrequentie. In ernstige gevallen is polijsten van de matrijs of lasreparatie vereist.
Flits
Flash is een dunne metalen vin die tussen de matrijshelften of rond uitwerppennen steekt. Dit is het gevolg van onvoldoende klemkracht, versleten of beschadigde scheidingslijnoppervlakken of overmatige injectiedruk. Kleine flits wordt verwijderd in de trimpers; aanhoudend knipperen duidt op een probleem met een machine, matrijs of procesparameter dat moet worden verholpen voordat het verergert.
Variaties en geavanceerde spuitgietmethoden
Naast conventioneel hogedrukspuitgieten zijn er verschillende procesvarianten die zich richten op specifieke onderdeelvereisten of kwaliteitsdoelstellingen waaraan standaardgieten niet kan voldoen.
Vacuüm spuitgieten
Vacuümspuitgieten verwijdert lucht uit de matrijsholte onmiddellijk vóór injectie via speciale vacuümkleppen. De resterende luchtdruk in de spouw wordt in geavanceerde systemen teruggebracht tot minder dan 50 mbar. Het resultaat is een dramatisch lagere gasporositeit, waardoor gietstukken een warmtebehandeling (T5 of T6) en lassen kunnen ondergaan – mogelijkheden die standaard spuitgieten niet op betrouwbare wijze kan bereiken. Structurele auto-onderdelen zoals schoktorens, B-stijlen en batterijbehuizingen worden steeds vaker op deze manier gemaakt.
Semi-massief spuitgieten (thixocasting en rheocasting)
Bij de verwerking van halfvaste stoffen wordt het metaal geïnjecteerd bij een temperatuur tussen de liquidus en solidus in een gedeeltelijk gestolde, slurryachtige toestand. Omdat het metaal stroperiger is en de matrijs op een minder turbulente, meer laminaire manier vult, wordt de gasinsluiting aanzienlijk verminderd. Onderdelen geproduceerd door reocasting of thixocasting kunnen in sommige geometrieën de porositeitsniveaus van gesmede onderdelen benaderen. Het proces is complexer en duurder in gebruik dan conventioneel spuitgieten, dus het is gereserveerd voor hoogwaardige componenten in de lucht- en ruimtevaart, de autosport en hoogwaardige automobieltoepassingen.
Knijpgieten
Bij knijpgieten worden veel lagere injectiesnelheden gebruikt, maar er wordt een zeer hoge druk (vaak 10.000-30.000 psi) toegepast en vastgehouden tijdens het stollen. De hoge aanhoudende druk onderdrukt de porositeit en verfijnt de microstructuur, waardoor gietstukken worden geproduceerd met mechanische eigenschappen die die van smeedstukken benaderen. Aluminium wielen voor krachtige voertuigen zijn een veel voorkomende toepassing bij knijpgieten. De cyclustijden zijn langer dan bij conventioneel spuitgieten, en het proces vereist een zorgvuldiger matrijsontwerp voor drukverdeling.
Megacasting (Gigacasting)
Mega-casting, een recente ontwikkeling die grotendeels wordt aangedreven door de elektrische auto-industrie, maakt gebruik van machines van 6.000 ton of groter om afzonderlijke aluminium structurele gietstukken te produceren die assemblages van tientallen gestempelde en gelaste stalen onderdelen vervangen. Tesla maakte deze aanpak populair door het gieten van de onderkant van de achterkant, waarbij ongeveer 70 afzonderlijke onderdelen in één opname worden samengevoegd. Verschillende andere autofabrikanten zijn nu bezig met het inbedrijfstellen of exploiteren van soortgelijke grootformaat spuitgietcellen. De economische argumenten berusten op een lager aantal gereedschappen, eenvoudigere assemblagelijnen en lagere verbindingskosten, hoewel dit zeer grote investeringen vooraf in de machine vereist.
Spuitgieten versus andere metaalgietprocessen
Spuitgieten is niet de enige manier om metalen onderdelen te gieten, en het is niet altijd de juiste manier. Inzicht in waar het past ten opzichte van alternatieven helpt bij het selecteren van het juiste proces voor een bepaald project.
| Proces | Gereedschapskosten | Kosten per onderdeel (hoog volume) | Dimensionale nauwkeurigheid | Beste voor |
|---|---|---|---|---|
| Spuitgieten onder hoge druk | Hoog ($20.000 – $200.000) | Zeer laag | Uitstekend | Non-ferro onderdelen in grote volumes |
| Permanent gieten van mallen | Matig | Laag | Goed | Gemiddeld volume, dikkere muren |
| Investeringsgieten | Matig | Hoog | Zeer hoog | Complexe geometrie, ferrolegeringen, ruimtevaart |
| Zandgieten | Laag | Matig to high | Slecht tot redelijk | Laag volume, large parts, iron/steel |
De beslissing komt meestal neer op volume. Spuitgietgereedschap voor een aluminium onderdeel kost gewoonlijk tussen de €30.000 en €150.000, afhankelijk van de complexiteit. Die investering is zinvol bij 50.000 of meer onderdelen per jaar, maar is moeilijk te rechtvaardigen voor een paar honderd eenheden. Voor productie in kleine volumes is zandgieten of investeringsgieten voordeliger, ook al zijn de kosten per onderdeel hoger. Voor ferrolegeringen (staal, ijzer) wordt spuitgieten over het algemeen helemaal niet gebruikt; investeringsgieten, zandgieten of smeden zijn de juiste keuzes.
Industrieën en toepassingen waar spuitgieten domineert
De combinatie van snelheid, precisie en netvormmogelijkheden door spuitgieten heeft ervoor gezorgd dat dit het standaard productieproces is geworden voor een breed scala aan productcategorieën in meerdere industrieën.
- Automobiel: Motorblokken (in sommige configuraties), transmissiehuizen, oliepomplichamen, beugelconstructies, deurgrepen, spiegelbehuizingen, wielen (squeeze cast) en steeds grotere structurele carrosserie-in-witte componenten. De automobielsector is de grootste afzonderlijke markt voor spuitgieten en vertegenwoordigt in waarde ruim 50% van de Noord-Amerikaanse productie.
- Consumentenelektronica: Laptop- en tabletchassis, interne frames van smartphones, camerabehuizingen en koellichaamstructuren profiteren van de combinatie van lichtheid, thermische geleidbaarheid en structurele stijfheid van aluminium.
- Industriële uitrusting: Versnellingsbakbehuizingen, pomplichamen, motorbehuizingen en kleplichamen worden geproduceerd in grote volumes met een consistente wanddikte en drukdichte integriteit.
- Telecommunicatie-infrastructuur: 5G-basisstationbehuizingen en warmtebeheercomponenten maken gebruik van aluminium spuitgietwerk vanwege de combinatie van EMI-afscherming, thermische prestaties en maatvastheid.
- Loodgieterswerk en HVAC: Gegoten messing en aluminium fittingen, kleppen en spruitstukblokken worden elk jaar met miljoenen in de woning- en commerciële bouw geïnstalleerd.
- Elektrisch gereedschap en apparaten: Motorbehuizingen, tandwielkasten en structurele frames voor elektrisch gereedschap, gazonuitrusting en huishoudelijke apparaten zijn afhankelijk van spuitgieten voor nauwe toleranties en een goede oppervlakteafwerking bij hoge productiesnelheden.
Wat u kunt verwachten op het gebied van toleranties, oppervlakteafwerking en doorlooptijd
Kopers en ingenieurs die gegoten onderdelen specificeren, hebben realistische verwachtingen nodig over wat het proces wel en niet kan opleveren zonder secundaire handelingen.
Dimensionale toleranties
Spuitgieten bereikt nauwere toleranties dan zandgieten of permanent gieten, maar het is geen precisiebewerkingsproces. Toleranties in gegoten toestand van ±0,003 tot ±0,005 inch per inch zijn typisch voor aluminium. Functies die een strakkere controle vereisen – lagerboringen, posities van schroefdraadgaten, pasvlakken – vereisen CNC-bewerking na het gieten. De North American Die Casting Association (NADCA) publiceert gedetailleerde tolerantienormen die de industriële referentie vormen voor het specificeren van gegoten onderdelen.
Oppervlakteafwerking
Gegoten oppervlakken op gegoten aluminium liggen doorgaans in het bereik van 63–125 Ra micro-inch (1,6–3,2 Ra micrometer), wat glad genoeg is voor de meeste functionele en cosmetische doeleinden zonder verdere afwerking. Met zinkspuitgietstukken kunnen nog fijnere, gegoten oppervlakken worden verkregen en kan direct worden gegalvaniseerd, waardoor ze de voorkeur verdienen voor decoratieve hardware die verchroomd of vernikkeld zal zijn.
Doorlooptijd van gereedschappen en doorlooptijden van onderdelen
Gereedschapsfabricage voor een redelijk complexe aluminium spuitgietmatrijs duurt doorgaans 8 tot 14 weken van ontwerpgoedkeuring tot eerste opnamen. Eenvoudige tools kunnen sneller worden voltooid; grote matrijzen met meerdere holtes of complexe matrijzen kunnen 16 tot 20 weken duren. Zodra de gereedschappen zich hebben bewezen en in productie zijn, zijn de doorlooptijden voor onderdelen afhankelijk van de oplagehoeveelheden en planning, maar bedragen ze gewoonlijk 3 tot 6 weken voor standaardorders. Speciale lijnen voor grote volumes kunnen onderdelen op een kortere termijn verzenden zodra het productieschema is vastgesteld.