Het korte antwoord: zandgieten wint op het gebied van kosten, flexibiliteit en schaalgrootte
Als u kiest tussen zandgieten en spuitgieten, komt de beslissing neer op wat u daadwerkelijk nodig heeft. Zandgieten is beter dan spuitgieten als de gereedschapsbudgetten krap zijn, als de onderdelen groot of geometrisch complex zijn, als het om lage tot gemiddelde productievolumes gaat, of als er ferrometalen zoals staal en ijzer moeten worden gebruikt. Spuitgieten blinkt uit in de grootschalige productie van kleine, dunwandige aluminium- of zinkonderdelen waarbij oppervlakteafwerking en maatvastheid van cruciaal belang zijn. Maar voor een breed scala aan industriële, technische en prototypetoepassingen blijft zandgieten de meer praktische en economische keuze.
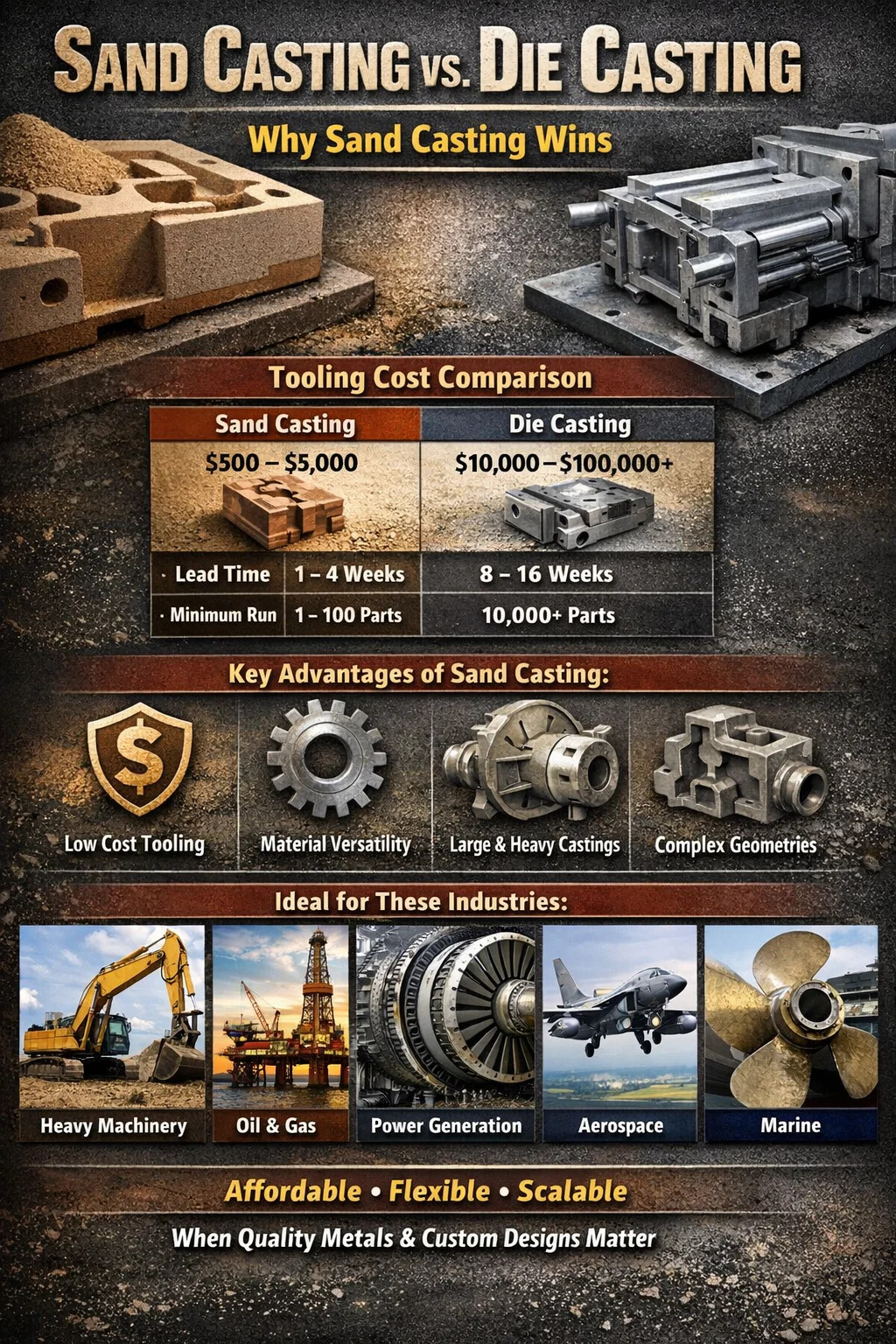
Het fundamentele verschil ligt in de tooling. Een spuitgietmatrijs kan overal kosten $ 10.000 tot meer dan $ 100.000 , terwijl een zandgietpatroon doorgaans tussen de € en € kost $ 500 en $ 5.000 . Omdat de massaproductie in de honderdduizenden loopt, maakt die kloof alleen al zandgieten tot een slimmere financiële beslissing.
Gereedschapskosten: waarbij zandgieten een doorslaggevend voordeel heeft ten opzichte van spuitgieten
Voor spuitgieten zijn matrijzen van gehard staal nodig die duizenden injectiecycli onder extreme druk moeten doorstaan, vaak tussen 1.500 en 25.000 psi. Het vervaardigen van deze matrijzen vereist precisiebewerking, warmtebehandeling en uitgebreide kwaliteitsverificatie. De doorlooptijd voor een spuitgietmatrijs is doorgaans 8 tot 16 weken , en eenmaal gebouwd zijn aanpassingen duur of onmogelijk zonder het hele gereedschap te schrappen.
Zandgietpatronen zijn daarentegen gemaakt van hout, hars of aluminium. Ze zijn veel eenvoudiger te vervaardigen, gemakkelijker aan te passen en aanzienlijk goedkoper. Als er na de eerste productie een ontwerpwijziging nodig is, kan een zandgietpatroon worden herwerkt of opnieuw opgebouwd tegen een fractie van de kosten van het wijzigen van een spuitgietmatrijs.
Voor prototypeontwikkeling en iteratieve engineering is dit verschil transformatief. Een productteam dat een industriële pompbehuizing of een op maat gemaakte beugel ontwikkelt, kan drie of vier ontwerpversies in zandgieten testen voor dezelfde kosten als een enkele spuitgietmatrijs. Dit versnelt de productontwikkelingstijdlijnen en vermindert het financiële risico in de vroege stadia van een project.
| Factor | Zandgieten | Spuitgieten |
|---|---|---|
| Typische gereedschapskosten | $ 500 – $ 5.000 | $ 10.000 - $ 100.000 |
| Doorlooptijd gereedschap | 1 – 4 weken | 8 – 16 weken |
| Ontwerpwijzigingskosten | Laag | Zeer hoog |
| Minimaal haalbare run | 1 – 100 delen | 10.000 onderdelen |
Veelzijdigheid van materialen: zandgieten werkt met metalen Spuitgieten Kan niet omgaan
Dit is een van de belangrijkste technische beperkingen van spuitgieten, die vaak niet wordt erkend. Spuitgieten is grotendeels beperkt tot non-ferrometalen met relatief lage smeltpunten – voornamelijk aluminium (smeltpunt ~660 °C), zink (~419 °C) en magnesium (~650 °C). De reden is eenvoudig: de extreme temperaturen die nodig zijn om ferrometalen te smelten zouden de stalen matrijzen in korte tijd vernietigen.
Zandgieten kent een dergelijke beperking niet. Het wordt routinematig gebruikt bij:
- Grijs ijzer en nodulair gietijzer (smeltpunt ~2100°F / 1150°C)
- Koolstofstaal en roestvrij staal (~2.500–2.800°F / 1.370–1.538°C)
- Koper en messinglegeringen (~1.750–1.980°F / 955–1.082°C)
- Nikkellegeringen en superlegeringen die worden gebruikt in lucht- en ruimtevaart- en energietoepassingen
- Aluminium en aluminiumlegeringen (compatibel met beide processen)
Voor industrieën die afhankelijk zijn van ijzer- of stalen componenten, zoals zware machines, bouwmachines, landbouwmachines en scheepsbouw, heeft zandgieten niet alleen de voorkeur. Het is de enige haalbare castingoptie. Denk daar eens over na grijs ijzer is goed voor ongeveer 70% van alle wereldwijd geproduceerde gietstukken , en bijna al dat volume wordt gemaakt door middel van zandgieten. Alleen al die statistiek geeft aan waar het proces werkelijk domineert.
Vooral nodulair gietijzer biedt een combinatie van treksterkte, ductiliteit en bewerkbaarheid, waardoor het een voorkeursmateriaal is voor tandwielen, krukassen, hydraulische componenten en structurele onderdelen. Geen van deze toepassingen is toegankelijk via spuitgieten. Zandgieten is de toegangspoort tot het volledige scala aan technische metalen, niet alleen de subset die binnen de thermische beperkingen van spuitgieten past.
Onderdeelgrootte en gewicht: zandgietschalen waar spuitgieten niet mogelijk is
Spuitgietmachines zijn krachtig, maar ze zijn fysiek beperkt. Zelfs de grootste hogedrukspuitgietmachines voor commercieel gebruik presteren uitstekend in het produceren van onderdelen met een gewicht van rond de 30 kg 50 tot 75 pond (22 tot 34 kg) . De matrijs zelf moet passen binnen de plaatgrootte van de machine, en de daarmee gepaard gaande injectiedrukken maken zeer grote onderdelen structureel onpraktisch.
Zandgieten wordt door vrijwel niets beperkt in termen van grootte of gewicht. Motorblokken, turbinehuizen, pomphuizen, scheepsschroeven en industriële kleplichamen worden regelmatig gezandstraald. Het wegen van onderdelen enkele tonnen zijn niet ongewoon in sectoren als energieopwekking, mijnbouw en offshore olie en gas. Eén enkel onderdeel van zandgietijzer voor een grote dieselmotor kan 500 pond of meer wegen – volledig buiten het bereik van welk spuitgietproces dan ook.
Deze schaalbaarheid betekent dat voor ingenieurs die aan grote kapitaalapparatuur of structurele componenten werken, zandgieten niet als compromis wordt verkozen boven spuitgieten; het is het enige proces dat fysiek kan produceren wat nodig is. De mal wordt elke keer eenvoudig opnieuw opgebouwd uit zand, dus er is geen limiet voor de machineplaat, geen beperking van de matrijscapaciteit en geen plafond voor de injectiedruk waar u omheen moet werken.
Geometrische complexiteit en interne kenmerken: zandgieten biedt meer ontwerpvrijheid
Bij spuitgieten worden stijve metalen matrijzen gebruikt die in een rechte lijn moeten openen en sluiten, wat betekent dat elk kenmerk van het onderdeel zo moet worden georiënteerd dat de matrijs kan worden gescheiden zonder het gereedschap te ondermijnen. Complexe interne doorgangen, diepe holtes en ondersnijdingen zijn óf onmogelijk óf vereisen dure zijmechanismen die de matrijs aanzienlijk kosten.
Bij zandgieten worden vervangbare mallen en kernen gebruikt. Een kern is een afzonderlijke zandvorm die in de vormholte wordt geplaatst om interne holtes te creëren: holle kamers, doorgangen, kanalen en complexe interne geometrieën die fysiek onmogelijk zouden zijn in een stijve matrijs. Deze mogelijkheid is de reden waarom zandgieten wordt gebruikt voor motorblokken met watermantels, spruitstukken met interne stroomdoorgangen en kleplichamen met meerdere interne kanalen.
Wat kernen toestaan bij zandgieten
- Interne koelkanalen in motor- en turbinecomponenten
- Holle structurele delen die het gewicht verminderen zonder aan kracht in te boeten
- Complexe vloeistofstroomkanalen in pomp- en klepbehuizingen
- Ondersneden geometrieën die een onderdeel in een stijve matrijs zouden vergrendelen
- Meerdere kruisende interne holtes in één gietstuk
Spuitgieten kan in sommige toepassingen kernen produceren met behulp van oplosbare of breekbare inzetstukken, maar dit voegt kosten en procescomplexiteit toe, waardoor de efficiëntievoordelen die spuitgieten normaal gesproken biedt, snel worden aangetast. Voor onderdelen waar interne geometrie een ontwerpprioriteit is, is zandgieten architectonisch superieur.
De vereisten voor de wanddikte verschillen ook aanzienlijk. Spuitgieten kan zeer dunne wanden produceren, soms zo dun als 0,040 inch (1 mm) —wat uitstekend geschikt is voor lichtgewicht consumenten- of auto-onderdelen. Maar het dwingt ook uniformiteitseisen af om ervoor te zorgen dat de metaalstroom de matrijs vult. Zandgieten is toleranter ten opzichte van variërende wanddiktes binnen een enkel onderdeel, waardoor ontwerpingenieurs meer vrijheid krijgen bij het maken van complexe constructies met zowel dikke als dunne delen.
Productievolume: waarom zandgieten beter is voor kleine tot gemiddelde volumes
De economische aspecten van spuitgieten zijn gebaseerd op het afschrijven van zeer hoge vaste gereedschapskosten over een zeer groot aantal onderdelen. Als die afschrijving werkt – als je 50.000, 100.000 of 500.000 identieke onderdelen produceert – worden de lage kosten per eenheid van spuitgieten aantrekkelijk. Het spuitgietproces is snel: een typische aluminium spuitgietcyclus duurt tussendoor 30 en 60 seconden en machines kunnen met minimale arbeid draaien in omgevingen met veel automatisering.
Maar buiten die grootschalige context keert de wiskunde om. Voor een koper die 500 op maat gemaakte spruitstukbehuizingen per jaar nodig heeft, betekent het uitgeven van $ 50.000 aan een spuitgietmatrijs dat de gereedschapskosten alleen al $ 100 per onderdeel toevoegen voordat er ook maar een pond aluminium is gesmolten. Hetzelfde onderdeel bij zandgieten, met een patroon van $3000, voegt slechts $6 aan gereedschapskosten per eenheid toe - een verschil dat zelden verdwijnt, zelfs als rekening wordt gehouden met de langzamere cyclustijden van zandgieten en de hogere arbeidsinhoud per eenheid.
Dit is de reden waarom fabrikanten van ruimtevaart, defensie, olie en gas en industriële apparatuur op maat sterk afhankelijk zijn van zandgieten. Hun productievolumes bedragen vaak tientallen tot duizenden per jaar. In deze contexten is zandgieten geen compromis; het is de enige rationele economische keuze.
Break-even volume tussen zandgieten en spuitgieten
Het kruispunt waarop spuitgieten economischer wordt dan zandgieten, hangt af van de complexiteit, grootte en materiaal van het onderdeel. Als algemene maatstaf:
- Voor kleine aluminium onderdelen onder de 2 lbs wordt spuitgieten vaak hoger concurrerend 10.000–20.000 onderdelen per jaar
- Voor middelgrote onderdelen tussen de 2 en 10 lbs gaat het break-evenpunt naar 25.000–75.000 onderdelen per jaar
- Voor grote of complexe onderdelen blijft zandgieten vaak kosteneffectief bij elk commercieel redelijk volume
Dit zijn ruwe schattingen en de werkelijke break-evenpunten moeten altijd worden berekend voor een specifieke toepassing. Maar ze illustreren dat het merendeel van de industriële giettoepassingen – vooral in sectoren waar maatwerk, betrouwbaarheid en materiaalprestaties belangrijker zijn dan de prijs per eenheid – ruim binnen de voordeelzone van zandgieten vallen.
Porositeit en mechanische eigenschappen: de zwakte van het spuitgieten aanpakken
Een van de minst besproken nadelen van spuitgieten is het porositeitsprobleem. Wanneer gesmolten metaal onder hoge druk in een matrijs wordt geïnjecteerd, kan lucht in het onderdeel vast komen te zitten, waardoor microscopisch kleine holtes (porositeit) ontstaan die de structurele integriteit in gevaar brengen. Hogedrukgietstukken zijn vaak niet geschikt voor warmtebehandeling omdat de hitte ervoor zorgt dat opgesloten gassen uitzetten, waardoor blaarvorming of vervorming ontstaat waardoor het onderdeel kapot gaat.
Dit is een aanzienlijke technische beperking. Veel aluminium- en magnesiumlegeringen ontwikkelen hun volledige mechanische eigenschappen pas na oplossingswarmtebehandeling en veroudering (bijvoorbeeld T6-temperatie). Als het gietproces zelf een warmtebehandeling verhindert, werkt het laatste onderdeel met een fractie van de potentiële sterkte en hardheid van het materiaal. Vacuümspuitgieten en persgieten kunnen de porositeit verminderen, maar dit zijn hoogwaardige processen die de kosten verhogen en niet universeel beschikbaar zijn.
Omdat zandgieten de mal met een lagere snelheid onder zwaartekracht of lage druk vult, ontstaat er aanzienlijk minder ingesloten gas. Zandgegoten onderdelen kunnen doorgaans zonder problemen met warmte worden behandeld, waardoor de volledige legeringseigenschappen kunnen worden bereikt. Voor structurele toepassingen in de lucht- en ruimtevaart, de automobielsector of zwaar materieel waar materiaalcertificering en mechanische eigenschappen van cruciaal belang zijn, is dit een doorslaggevend voordeel.
Bovendien vertonen zandgietijzeren componenten, met name nodulair gietijzer, uitstekende bewerkbaarheid, trillingsdemping en slijtvastheid. Dit zijn eigenschappen die inherent zijn aan het materiaal en volledig toegankelijk zijn via het zandgietproces, zonder de porositeitsbeperkingen die spuitgiettoepassingen beperken.
Doorlooptijd voor nieuwe onderdelen: met zandgieten krijgt u sneller onderdelen in de vroege stadia
Wanneer er snel een nieuw onderdeel nodig is – of het nu gaat om de evaluatie van een prototype, een noodvervanging of een pilotproductie – is het doorlooptijdvoordeel van zandgieten aanzienlijk. Omdat zandgietpatronen eenvoudig en snel te produceren zijn, kan vaak een eerste artikelgietstuk al worden aangeleverd 2 tot 6 weken vanaf de voltooiing van het ontwerp. Sommige gieterijen die gespecialiseerd zijn in sneldraaiend zandgieten, kunnen in slechts enkele minuten prototypegietstukken leveren 5 tot 10 werkdagen .
Vergeleken met spuitgieten, waarbij alleen al het bewerken 8 tot 16 weken duurt voordat er één enkel productieonderdeel wordt gemaakt, is het tijdsvoordeel bij het zandgieten tijdens de ontwikkeling van nieuwe producten enorm. Voor bedrijven met agressieve lanceringsschema's, of voor onderhoudssituaties waarbij een cruciaal onderdeel snel moet worden vervangen, kan dit verschil zich direct vertalen in minder downtime, een snellere time-to-market en een lager programmarisico.
Dit maakt zandgieten ook de standaardkeuze voor vervangende onderdelen van verouderde machines of oudere apparatuur waarbij geen bestaand gereedschap overblijft. Wanneer een 30 jaar oude industriële pers een vervangende ijzeren behuizing nodig heeft die oorspronkelijk is gemaakt door een bedrijf dat niet meer bestaat, maakt zandgieten het mogelijk een nieuw patroon te maken op basis van een technische tekening of een fysiek monster, en het onderdeel te reproduceren tegen redelijke kosten. Het opnieuw creëren van een spuitgietmatrijs voor een enkel vervangend onderdeel zou economisch absurd zijn.
Specifieke industrieën waar zandgieten beter presteert dan spuitgieten
Als u begrijpt welke industrieën afhankelijk zijn van zandgieten in plaats van spuitgieten, wordt duidelijk waar de voordelen in de praktijk zich concentreren. Deze sectoren kiezen consequent voor zandgieten omdat hun technische en commerciële vereisten aansluiten bij waar het proces het beste in is.
Olie- en gasapparatuur
Kleplichamen, pomphuizen, spruitstukken en putkopcomponenten vereisen staal of nodulair gietijzer, moeten extreme druk aankunnen en worden vaak in kleine volumes geproduceerd voor specifieke toepassingen. Zandgieten levert de materiaalcompatibiliteit, de interne geometriemogelijkheden en de mechanische integriteit die deze toepassingen vereisen. Spuitgieten kan hier niet concurreren.
Mijnbouw en zwaar materieel
Brekerkaken, baktanden, slijtplaten en structurele componenten voor mijnbouwmachines zijn gemaakt van mangaanstaal, chroomijzer en andere harde ferrolegeringen die spuitgieten niet kan verwerken. Onderdelen in deze sector wegen routinematig honderden kilo's, ver boven de capaciteit van welke spuitgietmachine dan ook. Zandgieten is de enige haalbare productieroute.
Energieopwekking
Turbinebehuizingen, waaierbehuizingen en generatoreindklokken gemaakt van roestvrij staal of nikkellegeringen voor energiecentrales en industriële turbines zijn universeel zandgegoten. De combinatie van materiaalvereisten, onderdeelgrootte en lage jaarlijkse productievolumes maakt spuitgieten economisch en technisch onmogelijk voor deze toepassingen.
Prototyping van ruimtevaart en defensie
Zelfs in een sector waar precisie voorop staat, wordt zandgieten veel gebruikt voor de ontwikkeling van prototypen en structurele onderdelen in kleine volumes. Het vermogen om snel te herhalen, legeringen voor de lucht- en ruimtevaart te gebruiken en onderdelen te produceren die volledig met warmte kunnen worden behandeld en mechanisch kunnen worden getest, maakt zandgieten tot een standaardhulpmiddel in gietprogramma's voor de lucht- en ruimtevaart voordat er duurdere productieprocessen worden toegepast.
Marine- en scheepsbouw
Scheepsschroeven, roerframes en structurele componenten voor zeeschepen zijn vaak enorm groot en gemaakt van corrosiebestendig brons, nikkel-aluminiumbrons of roestvrij staal. Zandgieten is het enige proces dat aan deze eisen kan voldoen, en het is al eeuwenlang de standaardmethode voor de productie van maritieme componenten.
Wanneer spuitgieten eigenlijk de betere keuze is
Voor een compleet antwoord is het nodig te erkennen waar het spuitgieten echt wint. Spuitgieten is superieur aan zandgieten in drie goed gedefinieerde scenario's:
- Grootvolumeproductie van kleine non-ferroonderdelen: Bij de productie van honderdduizenden aluminium-, zink- of magnesiumonderdelen per jaar zijn de kosten per eenheid van spuitgieten onverslaanbaar. Deurgrepen voor auto's, elektronische behuizingen en behuizingen voor kleine apparaten zijn klassieke voorbeelden.
- Oppervlakteafwerking en maatconsistentie: Spuitgieten produceert netvormige of bijna netvormige onderdelen met een oppervlakteafwerking van 32-63 Ra micro-inch en maattoleranties die vaak geen nabewerking vereisen. Zandgieten levert doorgaans ruwere oppervlakken op (125-500 Ra micro-inch) en vereist meer bewerking om nauwe toleranties te bereiken.
- Dunwandige lichtgewicht constructies: Wanneer het ontwerp wanden van minder dan 3 mm vereist die nog steeds structurele integriteit vereisen, zorgt de hogedrukinjectie van het spuitgieten voor een volledige vulling. Zwaartekrachtzandgieten kan moeite hebben om extreem dunne delen betrouwbaar te vullen.
Het erkennen van deze voordelen maakt de vergelijking eerlijk. Spuitgieten is geen inferieur proces; het is een proces dat is geoptimaliseerd voor een specifieke reeks omstandigheden. Als niet aan deze voorwaarden wordt voldaan, is zandgieten in de meeste resterende scenario's de betere oplossing.
Milieu- en operationele overwegingen
Zandgieten heeft een duurzaamheidsvoordeel dat vaak over het hoofd wordt gezien: zand is recyclebaar. Moderne gieterijen winnen en hergebruiken 90% of meer van hun vormzand via thermische of mechanische terugwinningssystemen. Hoewel bij spuitgieten niet op dezelfde manier gebruik wordt gemaakt van vervangbare gereedschapsmaterialen, is de energie-intensiteit van het onderhouden van spuitgietmachines – grote hydraulische persen, temperatuurgecontroleerde matrijzen en hogedrukinjectiesystemen – aanzienlijk.
De schrootpercentages bij het spuitgieten zijn ook een factor. Omdat metaal dat in de matrijs wordt geïnjecteerd ook lopers, overlopen en koekjes (de metalen schijf uit de spuithuls) vult, kunnen de hoeveelheden spuitgietschroot oplopen. 20-40% van het totale metaalverbruik op een typisch onderdeel, hoewel veel hiervan recyclebaar is. De hoeveelheden zandgietafval, vooral voor ijzer, zijn vaak lager in absolute termen per eenheid geleverd metaal wanneer de onderdelen groot zijn.
Vanuit een operationeel voetafdrukperspectief zijn zandgieterijen wereldwijd toegankelijk op meer geografische locaties. Voor het spuitgieten zijn precisiewerktuigmachines nodig voor de vervaardiging van matrijzen en grote gietmachines die een aanzienlijke kapitaalinvestering vertegenwoordigen. Voor fabrikanten in ontwikkelingsmarkten, of voor regionale inkoop via de toeleveringsketen, is de capaciteit van zandgietgieterijen veel breder beschikbaar, wat de logistieke kosten en het risico voor de toeleveringsketen verlaagt.
Samenvatting: Zandgieten verkiezen boven spuitgieten
De vraag of zandgieten beter is dan spuitgieten kent geen universeel antwoord, maar wel een duidelijk antwoord voor de meeste giettoepassingen die men tegenkomt in de industriële en technische praktijk. Zandgieten is de betere keuze wanneer:
- De productievolumes liggen onder de 10.000–25.000 onderdelen per jaar voor typische onderdeelgroottes
- Het benodigde materiaal is ijzer, staal, roestvrij staal, koperlegering of een ander ferrometaal
- De grootte of het gewicht van het onderdeel overschrijdt wat spuitgietmachines fysiek kunnen verwerken
- Ontwerpherhaling is waarschijnlijk en de kosten voor het aanpassen van gereedschappen moeten laag worden gehouden
- Interne geometrie, kernen of complexe doorgangen zijn vereist
- Warmtebehandeling van het uiteindelijke gietstuk is vereist voor volledige mechanische eigenschappen
- Een snelle levering van eerste artikelen of prototypes is een prioriteit
- Vervangende onderdelen voor oudere of aangepaste apparatuur moeten worden gereproduceerd
Spuitgieten verdient zijn plaats in grootschalige consumenten- en automobielproductie, waar aluminium- en zinkonderdelen snel moeten worden geproduceerd, met een uitstekende oppervlakteafwerking, tegen de laagst mogelijke kosten per eenheid. Maar zandgieten dekt een veel breder scala aan technische behoeften, verwerkt een grotere verscheidenheid aan materialen, schaalt van enkele prototypes tot duizenden onderdelen, en blijft kosteneffectief in scenario's waarin de economische aspecten van spuitgieten eenvoudigweg niet werken. Voor elke ingenieur of inkoopprofessional die gietprocesopties evalueert, zou zandgieten het uitgangspunt moeten zijn - en de last van de rechtvaardiging zou moeten liggen bij het ervan afstappen, niet bij het kiezen ervan.