De twee basismethoden voor spuitgieten: warme kamer en koude kamer
De twee basismethoden voor spuitgieten zijn: spuitgieten met warme kamer en spuitgieten in koude kamer . Deze twee processen delen hetzelfde fundamentele doel: gesmolten metaal onder hoge druk in een matrijs van gehard staal persen om nauwkeurige, herhaalbare onderdelen te produceren, maar ze verschillen aanzienlijk in de manier waarop het metaal wordt gesmolten, gehanteerd en geïnjecteerd. Als u de verkeerde methode kiest voor de geometrie van uw legering of onderdeel, kan dit leiden tot een slechte vulling, overmatige porositeit, voortijdige slijtage van de matrijzen en dure schroottarieven. Inzicht in wat deze twee methoden scheidt, is het startpunt voor elke serieuze beslissing over spuitgieten.
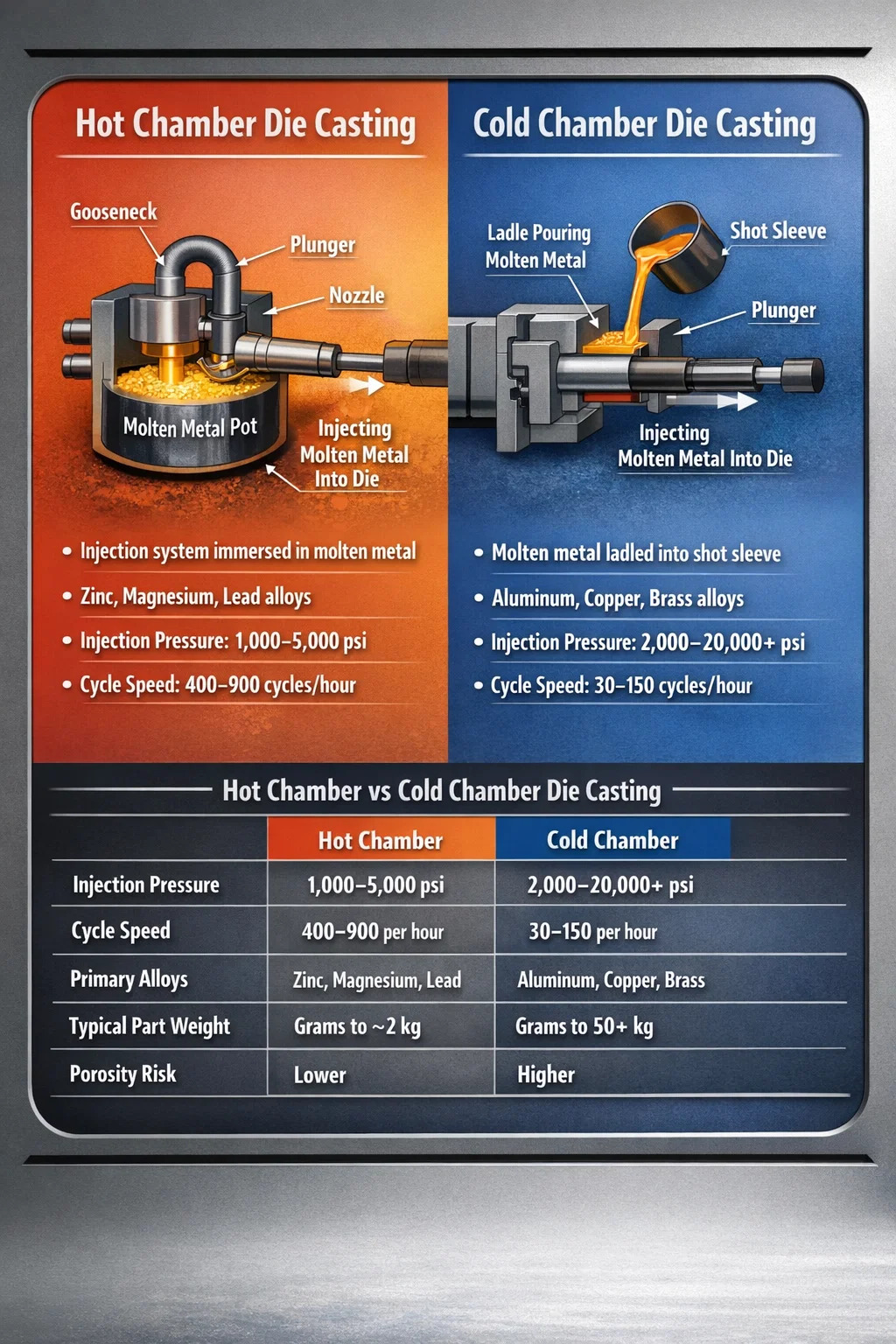
In hete kamer spuitgieten wordt het injectiemechanisme rechtstreeks in het gesmolten metaalbad ondergedompeld. De machine trekt automatisch metaal in de cilinder en injecteert het in een continue, snelle cyclus in de matrijs. Bij spuitgieten in een koude kamer wordt het metaal in een aparte oven gesmolten en vervolgens vóór elke injectiecyclus handmatig of automatisch in een spuithuls gegoten. Elke methode heeft specifieke legeringen waar ze goed mee om kan gaan, specifieke drukbereiken waarbinnen ze werkt, en specifieke productievolumes waar dit economisch zinvol is.
Hete Kamer-spuitgieten: hoe het proces werkt
Spuitgieten in een warme kamer – ook wel zwanenhalsgieten genoemd – houdt het injectiesysteem permanent ondergedompeld in een pot met gesmolten metaal. De kerncomponenten zijn een zwanenhalsvormig metalen kanaal, een plunjer en een mondstuk dat direct tegen de matrijs zit. Wanneer de plunjer zich terugtrekt, stroomt gesmolten metaal door een poort in de zwanenhals. Wanneer de plunjer naar voren beweegt, sluit deze de poort af en perst het metaal door het mondstuk en in de matrijsholte bij drukken die doorgaans variëren van 1.000 tot 5.000 psi (7 tot 35 MPa) .
Omdat het metaal tussen de opnames nooit het verwarmde systeem verlaat, is de cyclus extreem snel. Machines met hete kamers bereiken dit routinematig 400 tot 900 cycli per uur voor kleine onderdelen, waardoor ze zeer geschikt zijn voor de grootschalige productie van componenten zoals elektrische connectoren, carburateurbehuizingen, slotbeslag en speelgoedonderdelen. De eliminatie van de afzonderlijke stap van het opscheppen vermindert zowel de cyclustijd als het risico op temperatuurvariatie tussen shots.
Legeringen die compatibel zijn met Hot Chamber Casting
Spuitgieten in een hete kamer is beperkt tot legeringen met een laag smeltpunt die de ijzer- en staalcomponenten van het injectiesysteem niet aantasten of oplossen. De meest voorkomende materialen zijn:
- Zinklegeringen (Zamak 2, 3, 5, 7) — veruit het meest gebruikt, met smeltpunten rond de 380–420 °C
- Magnesiumlegeringen (AZ91D, AM60) – steeds vaker gebruikt in hetekamersystemen met gespecialiseerde machineontwerpen
- Lood- en tinlegeringen - gebruikt in gespecialiseerde toepassingen met kleine volumes
Aluminium, koper en messing kunnen niet in hetekamermachines worden verwerkt. Hun hogere smelttemperaturen (aluminium smelt rond de 660°C, messing rond de 900°C) zouden de op ijzer gebaseerde componenten van de zwanenhals en plunjer snel oplossen, waardoor de machine zou worden vernietigd en de smelt binnen enkele uren na gebruik zou worden vervuild.
Machinetonnage en onderdeelgrootte bij operaties met hete kamers
Hetekamermachines zijn over het algemeen verkrijgbaar in klemkrachten vanaf onder de 5 ton tot circa 900 ton , hoewel het merendeel van het werk in de hete kamer wordt gedaan op machines in het bereik van 5 tot 400 ton. De gewichten van onderdelen voor zinkgietstukken variëren doorgaans van enkele grammen tot ongeveer 2 kg, hoewel op grotere machines zwaardere onderdelen mogelijk zijn. De dunne wanden die met zink kunnen worden bereikt – routinematig tot 0,5 mm bij precisiegereedschap – maken gieten in een warme kamer tot het ideale proces voor geminiaturiseerde, gedetailleerde componenten.
Spuitgieten in koude kamers: hoe het proces werkt
Door het spuitgieten in een koude kamer wordt de smeltoven volledig gescheiden van het injectiesysteem. Metaal wordt gesmolten in een externe warmhoudoven en vervolgens overgebracht – met een handmatige gietpan, een automatische gietpan of een elektromagnetische pomp – in een horizontale of verticale spuithuls. Zodra het juiste volume metaal in de huls zit, wordt de injectieplunjer voortbewogen en wordt het metaal in de matrijs gedrukt met drukken die aanzienlijk hoger zijn dan die van apparatuur met een hete kamer: typisch 2.000 tot 20.000 psi (14 tot 140 MPa) , waarbij sommige hogedrukbewerkingen dit bereik overschrijden voor dunwandige aluminium onderdelen.
Door de scheiding van de oven en de machine worden de injectiecomponenten niet continu blootgesteld aan gesmolten metaal. Ze worden alleen blootgesteld tijdens het korte moment van het schot, waardoor metalen kunnen worden gebruikt die een hetekamersysteem zouden vernietigen. De wisselwerking is een langzamere cyclustijd; de meeste koelkameroperaties draaien op 30 tot 150 schoten per uur afhankelijk van het gewicht van het onderdeel, de wanddikte en de legering – en aanvullende processtappen die temperatuurvariatie kunnen introduceren als ze niet zorgvuldig worden gecontroleerd.
Legeringen die worden gebruikt bij het spuitgieten van koude kamers
Spuitgieten in een koude kamer verwerkt een breed scala aan legeringen met hogere smelttemperaturen, waaronder:
- Aluminium legeringen (A380, A383, A360, ADC12) - het dominante materiaal in koelkamerwerk, gebruikt in de auto-, ruimtevaart- en consumentenelektronica
- Koperlegeringen en messing — gebruikt voor sanitaire componenten, elektrische connectoren en maritieme hardware waarbij corrosieweerstand en sterkte van belang zijn
- Magnesium legeringen (AZ91D, AM50) - steeds gebruikelijker in koude kamers voor grote structurele onderdelen, hoewel magnesium ook verwerkbaar is in systemen met warme kamers
- Siliciumtombac en speciale legeringen op koperbasis — gebruikt in niche-precisietoepassingen
Aluminiumlegering A380 is de meest gebruikte spuitgietlegering ter wereld, en vrijwel alles wordt verwerkt via koelkamermachines. Het biedt een uitstekende combinatie van gietbaarheid, mechanische sterkte (treksterkte van ongeveer 317 MPa), corrosieweerstand en kosten. Daarom domineert het constructiegietwerk voor auto's, koellichamen en motorbehuizingen.
Machinetonnage en onderdeelschaal
Machines met een koude kamer zijn aanzienlijk groter dan apparatuur met een warme kamer. De klemkrachten variëren van rond 150 ton tot 6.000 ton of meer voor de megagietmachines die nu worden gebruikt in gigacastingtoepassingen in de automobielsector. Een koelkamerpers van 4.000 ton die door een autofabrikant wordt gebruikt, kan in één keer een compleet achterste bodemgedeelte van een voertuig produceren – een enkel aluminium gietstuk dat meer dan 70 gestempelde en gelaste stalen onderdelen vervangt. Tesla heeft deze aanpak gepopulariseerd met zijn Giga Press-technologie, en de aanpak is sindsdien door meerdere OEM's over de hele wereld overgenomen.
Directe vergelijking: spuitgieten met warme kamer versus koude kamer
De onderstaande tabel vat de kritische verschillen samen tussen de twee spuitgietmethoden voor de parameters die er het meest toe doen bij de productieplanning:
| Parameter | Hot Chamber | Koude Kamer |
|---|---|---|
| Injectiedruk | 1.000–5.000 psi | 2.000–20.000 psi |
| Cyclus snelheid | 400–900 cycli/uur | 30–150 cycli/uur |
| Primaire legeringen | Zink, magnesium, lood | Aluminium, koper, messing, magnesium |
| Machinetonnagebereik | 5–900 ton | 150–6.000 ton |
| Blootstelling aan metaaltemperaturen aan de machine | Continu | Alleen per opname |
| Typisch onderdeelgewicht | Gram tot ~2 kg | Gram tot 50 kg |
| Porositeitsrisico | Lager (minder mogelijkheden voor luchtmeevoering) | Hoger (vereist zorgvuldige controle van het schotprofiel) |
| Gereedschapskosten | Lager tot matig | Matig tot hoog |
Matrijsontwerpoverwegingen die tussen de twee methoden verschillen
De matrijs zelf – de geharde H13-gereedschapsstalen mal waarin gesmolten metaal wordt geperst – is conceptueel vergelijkbaar in beide processen, maar de technische vereisten verschillen op basis van de betrokken druk en de toegepaste thermische belastingen.
Poortontwerp en runnersystemen
In hete kamer dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 tot 50 m/s .
Koudekamermatrijzen voor aluminium vereisen een zorgvuldige runnergeometrie om de hogere viscositeit van aluminium bij giettemperatuur en het risico van voortijdige stolling tijdens het vullen te beheersen. Poortsnelheden voor aluminium zijn doorgaans het doelwit 40 tot 60 m/s en het schotprofiel – langzame fase, snelle fase en intensiveringsdruk – moeten nauwkeurig worden geprogrammeerd om turbulente vulling te voorkomen, wat de belangrijkste oorzaak is van porositeit bij aluminium gietstukken.
Thermisch beheer en stervensleven
Beide typen matrijzen zijn afhankelijk van interne water- of oliekoelkanalen om de warmte te beheersen, maar aluminium matrijzen in een koude kamer worden geconfronteerd met hogere thermische schokken als gevolg van het grotere temperatuurverschil tussen de aluminiumsmelt (~680 ° C bij het gieten) en de oppervlaktetemperatuur van de matrijs (doorgaans gehandhaafd op 180-260 ° C). Deze thermische cycli zijn de belangrijkste oorzaak van hittecontrole: het netwerk van fijne oppervlaktescheuren die uiteindelijk de kwaliteit van het oppervlak aantasten. Koudekamer-H13-matrijzen voor aluminium hebben doorgaans een levensduur van 100.000 tot 300.000 schoten , terwijl zinkmatrijzen in de hete kamer naar binnen kunnen lopen 1 miljoen schoten of meer voordat er aanzienlijk nawerk nodig is.
Porositeit: de belangrijkste kwaliteitsuitdaging bij beide methoden
Porositeit – holtes in het gietstuk veroorzaakt door opgesloten gas of krimp – is het dominante probleem bij het spuitgieten, ongeacht welke methode wordt gebruikt, maar de oorzaken en oplossingen ervan verschillen tussen warme en koude kamerprocessen.
In hete kamer die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Bij spuitgieten in een koude kamer is de open huls de belangrijkste bron van luchtmeevoering. Terwijl de plunjer voortbeweegt, moet deze een luchtslak die zich in de huls bevindt, voor het metaal uitduwen. De juiste slow-shot-snelheid – meestal 0,1 tot 0,5 m/s tijdens de eerste fase – zorgt ervoor dat er een golf van metaal ontstaat en de lucht naar de overloopputten en ventilatieopeningen wordt geduwd voordat de snelle injectie begint. Als dit overgangspunt zelfs met een paar millimeter verplaatsing van de plunjer verkeerd wordt uitgevoerd, kan dit resulteren in 10 tot 20% hogere porositeitsniveaus in het voltooide onderdeel. Vacuümondersteund spuitgieten, waarbij de matrijsholte en de spuithuls vóór injectie worden geëvacueerd, kan de porositeit in aluminium onderdelen in de koude kamer verminderen tot niveaus die warmtebehandeling en structureel lassen mogelijk maken - mogelijkheden die niet mogelijk zijn met conventioneel gegoten aluminium spuitgietstukken.
Wanneer moet u kiezen voor spuitgieten met een warme kamer?
Spuitgieten met een warme kamer is de juiste keuze als aan de volgende voorwaarden wordt voldaan:
- Het materiaal van het onderdeel is zink, magnesium of een andere legering met een laag smeltpunt die compatibel is met het zwanenhalssysteem
- De productievolumes zijn hoog: over het algemeen meer dan 50.000 tot 100.000 onderdelen per jaar om investeringen in gereedschap te rechtvaardigen
- Het onderdeelgewicht is relatief laag, doorgaans minder dan 1 tot 2 kg voor zink
- Maatnauwkeurigheid is van cruciaal belang; zinkspuitgieten bereikt routinematig toleranties van ±0,05 mm op kritische kenmerken zonder secundaire bewerking
- Dunne wanden zijn vereist; zink kan met geoptimaliseerd gereedschap worden gegoten tot wanddikten van minder dan 0,5 mm
- De kwaliteit van de oppervlakteafwerking is een prioriteit; zinkgietstukken hebben een uitstekend gegoten oppervlak dat geschikt is voor directe beplating of verven zonder uitgebreide voorbereiding
Veel voorkomende industrieën die spuitgieten met warme kamers gebruiken, zijn onder meer consumentenelektronica (connectoren, beugels, scharnieren), de automobielsector (slotlichamen, componenten van het brandstofsysteem, sensorbehuizingen), hardware (deurgrepen, meubelbeslag) en speelgoed en nieuwigheden.
Wanneer moet u kiezen voor spuitgieten in een koude kamer?
Spuitgieten in een koude kamer is het geschikte proces wanneer:
- De legering is aluminium, koper, messing of een materiaal met een hoog smeltpunt dat niet compatibel is met apparatuur met een hete kamer
- De grootte en het gewicht van de onderdelen overschrijden de praktische limieten van apparatuur met een hete kamer
- Structurele prestaties zijn vereist; aluminium spuitgietstukken bieden een aanzienlijk betere sterkte-gewichtsverhouding dan zink voor dragende toepassingen
- Corrosiebestendigheid in ruwe omgevingen is nodig; de natuurlijke oxidelaag van aluminium biedt bescherming die zinklegeringen in sommige omgevingen niet kunnen evenaren zonder coating
- De toepassing vindt plaats in aandrijflijnen voor auto's, ruimtevaartbeugels of industriële apparatuur waarbij de combinatie van lichtgewicht en structurele integriteit de hogere gereedschaps- en machinekosten rechtvaardigt
Belangrijke toepassingen voor het spuitgieten in koude kamers zijn onder meer transmissiebehuizingen voor auto's, motorblokken, accubehuizingen voor elektrische voertuigen, computerserverchassis, hydraulische kleplichamen en onderdelen van scheepsbuitenboordmotoren. Alleen al de mondiale markt voor spuitgieten van aluminium werd op ruim € gewaardeerd $ 50 miljard USD in 2023 , wat de dominantie van het gieten van aluminium in de koude kamer in de moderne productie weerspiegelt.
Kostenstructuur: gereedschap, machinetijd en economie per onderdeel
De economische voordelen van spuitgieten zijn sterk afhankelijk van de gebruikte methode, omdat de twee processen zeer verschillende kostenprofielen hebben.
Gereedschapskosten
Spuitgietgereedschap is duur, ongeacht de methode, omdat de matrijzen miljoenen drukcycli moeten weerstaan in een schurende, thermisch veeleisende omgeving. Zinkmatrijzen met hete kamer voor matig complexe onderdelen kosten doorgaans tussen de € 10,- $ 15.000 en $ 80.000 . Aluminium matrijzen voor koude kamers voor een vergelijkbare complexiteit kosten vaak meer $ 30.000 tot $ 150.000 of hoger — omdat de hogere injectiedrukken een robuustere matrijsconstructie en complexere koelcircuittechniek vereisen. Er kunnen grote structurele koelkamermatrijzen voor toepassingen in de automobielsector naar toe lopen $ 500.000 of meer .
Kosten per onderdeel en break-even volume
Omdat spuitgieten hoge vaste kosten (gereedschap, opstelling) en relatief lage variabele kosten per onderdeel (metaal, machinetijd, arbeid) met zich meebrengt, zijn beide methoden het meest economisch bij hoge volumes. Het break-evenpunt – waarbij spuitgieten goedkoper wordt dan alternatieven zoals zandgieten, investeringsgieten of machinale bewerking uit knuppels – varieert afhankelijk van de complexiteit van het onderdeel, maar wordt over het algemeen ergens tussen 10.000 en 50.000 onderdelen voor hetekamerzink en 20.000 en 100.000 onderdelen voor koelkameraluminium, afhankelijk van de onderdeelgrootte en de complexiteit van de functies.
Materiaalkosten zijn een andere onderscheidende factor. Zinklegering (Zamak 3) kost ongeveer $ 2,00 - $ 2,50 per kg tegen typische industriële contractprijzen. Aluminiumlegering A380 komt dichterbij $ 2,50 - $ 3,50 per kg , maar de lagere dichtheid van aluminium (2,7 g/cm³ versus 6,6 g/cm³ van zink) betekent dat een aluminium gietstuk voor een bepaald deelvolume veel minder metaal per gewicht gebruikt, wat het prijsverschil gedeeltelijk compenseert.
Opkomende variaties op de twee kernspuitgietmethoden
Hoewel de hete kamer en de koude kamer de twee fundamentele spuitgietmethoden blijven, zijn er verschillende procesvarianten ontwikkeld om de specifieke beperkingen van elk aan te pakken.
Vacuüm spuitgieten
Toegepast op beide methoden, maar vooral belangrijk voor aluminium in een koude kamer, evacueert vacuümspuitgieten de matrijsholte en de spuithuls vóór injectie, waardoor de gasporositeit wordt verminderd tot niveaus die T5- en T6-warmtebehandeling mogelijk maken. Dit maakt structurele aluminium gietstukken lasbaar en geschikt voor veiligheidskritische toepassingen zoals crashconstructies in auto's en ophangingscomponenten. Vacuümondersteunde koelkamermachines verhogen de kosten en complexiteit, maar kunnen de afvalpercentages verlagen 30 tot 50% in porositeitgevoelige toepassingen.
Semi-massief spuitgieten (thixocasting en rheocasting)
Halfvaste metaalgietprocessen - thixocasting en reocasting - injecteren metaal in een halfvaste, slurryachtige toestand in plaats van volledig gesmolten. Dit vermindert de porositeit dramatisch omdat het metaal opgelost gas niet op dezelfde manier transporteert als volledig vloeibaar metaal, en het niet-turbulente vulpatroon veel minder lucht vasthoudt. Halfvaste processen zijn gebouwd rond machineplatforms met koude kamers, maar maken gebruik van aangepaste shotprofielen en gespecialiseerde knuppelvoorbereiding. Het resultaat zijn gietstukken met mechanische eigenschappen die die van gesmede onderdelen benaderen. Rheocast aluminium A356-onderdelen bereiken bovenstaande treksterktes 310 MPa met rek van 10% of meer — aanzienlijk beter dan conventionele A380-gietstukken in de koude kamer.
Knijpgieten
Knijpgieten - soms geclassificeerd als een derde categorie spuitgieten - combineert spuitgiet- en smeedprincipes. Metaal wordt in een open matrijs gegoten, waarna een stempel druk uitoefent 50 tot 150 MPa naarmate het metaal stolt, waardoor de krimpporositeit volledig wordt geëlimineerd. Het proces maakt gebruik van machineplatforms in een koude kamer en produceert onderdelen met bijna geen porositeit en uitstekende mechanische eigenschappen, maar is langzamer en duurder dan conventioneel gieten in een koude kamer. Het wordt gebruikt voor lucht- en ruimtevaartcomponenten, remklauwen voor auto's en andere toepassingen met hoge spanning.
Hoe u de juiste spuitgietmethode voor uw onderdeel selecteert
Het selecteren van het juiste spuitgietproces begint bij de legering, omdat bij de meeste ontwerpen niet over de legering kan worden onderhandeld. Als de technische vereisten aluminium vereisen - vanwege gewicht, sterkte of thermische prestaties - is een koude kamer de enige praktische optie bij spuitgieten. Als zink acceptabel is of de voorkeur verdient vanwege zijn precisie, dunwandige mogelijkheden en compatibiliteit met galvaniseren, wordt hete kamer de snellere en goedkopere route.
Na de selectie van de legering helpen de volgende vragen de beslissing te beperken:
- Wat is het jaarvolume? Beide methoden hebben volume nodig om economisch te zijn, maar aluminium in een koude kamer heeft meer volume nodig om de hogere gereedschapskosten te compenseren.
- Wat is het gewicht van het onderdeel en het verwachte schotgewicht? Delen van meer dan 2 kg zink zijn ongebruikelijk; Voor onderdelen van meer dan 5 kg aluminium zijn mogelijk zeer grote koelkamermachines nodig.
- Zijn er porositeitsgevoelige kenmerken aanwezig? Drukdichte hydraulische doorgangen of structurele knooppunten die worden gelast, vereisen vacuümondersteunde koudekamer- of halfvaste verwerking.
- Welke oppervlakteafwerking is vereist? Zinkgietstukken met hete kamers kunnen direct worden gegalvaniseerd; Aluminium gietstukken in de koude kamer zijn doorgaans gepoedercoat, geanodiseerd of kaal gelaten.
- Wat is de werkomgeving? Verhoogde temperaturen boven 150°C diskwalificeren zinklegeringen vanwege sterkteverlies; Aluminium presteert goed tot 200–250 °C, afhankelijk van de legering.
Het doornemen van deze vragen met een spuitgieterij tijdens de ontwerpfase – voordat er gereedschap wordt vastgelegd – is de meest betrouwbare manier om tot het juiste proces voor uw toepassing te komen. Design-for-manufacturing (DFM) beoordeling door een ervaren spuitgietingenieur kan diepgangshoeken, wanddikte-overgangen en scheidingslijnposities identificeren die van invloed zijn op welk machinetype en injectiemethode de laagste schrootsnelheid en de langste levensduur van de matrijs oplevert voor uw specifieke onderdeelgeometrie.