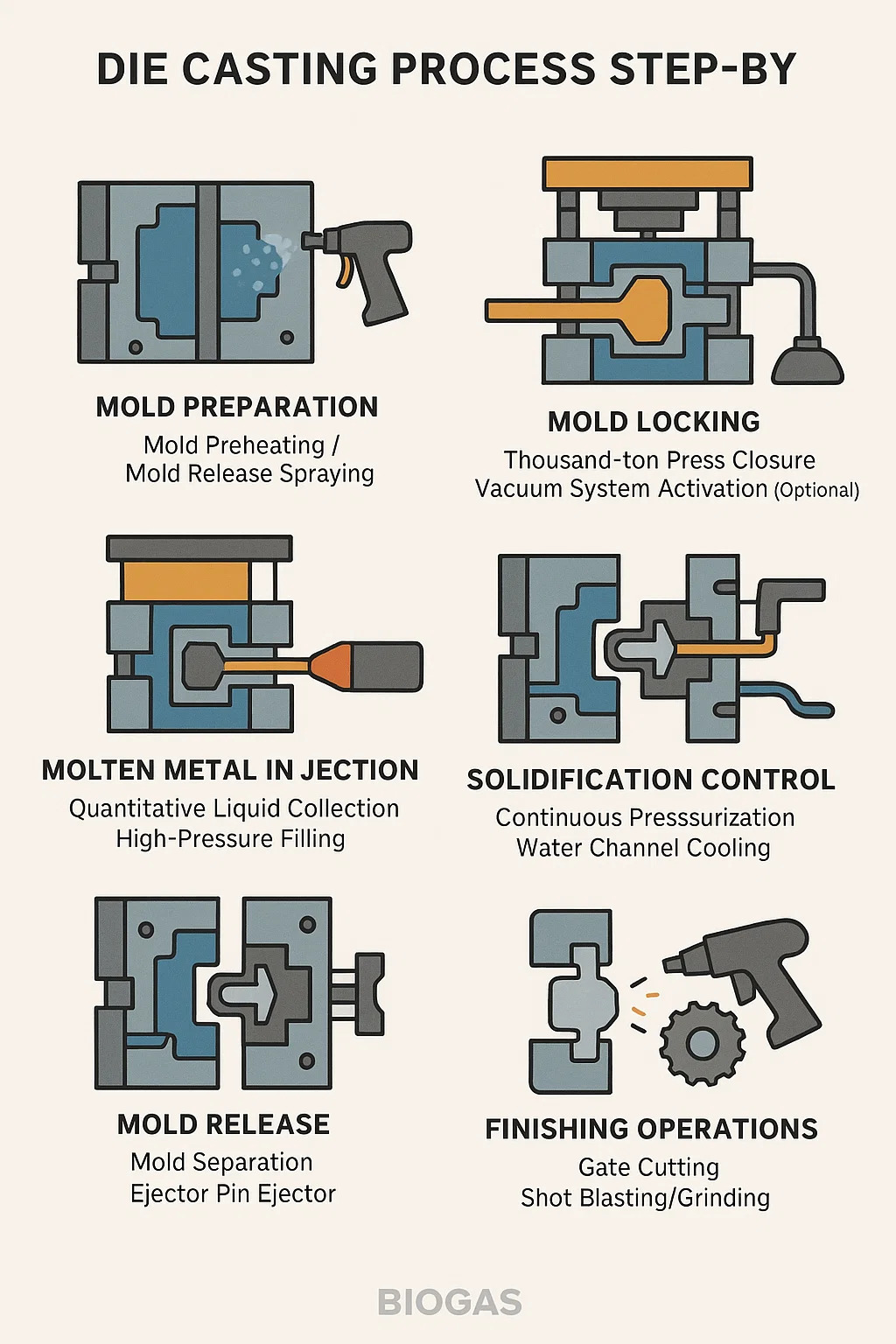
Spuitgieten Proces stap voor stap
1. Vormvoorbereiding (kernstap)
Voorverwarmen van de mal: Verwarm de stalen mal tot 150-200°C om te voorkomen dat gesmolten aluminium gaat spatten of koud sluit.
Spuiten met spuitgieten: Gebruik een luchtvernevelpistool om de holte gelijkmatig te spuiten (emulsie op waterbasis) om de mal te beschermen en het ontvormen te vergemakkelijken.
2. Vormvergrendeling (kritische veiligheid)
Perssluiting van duizend ton: De bovenste en onderste mallen zijn hydraulisch vergrendeld om de hoge injectiedruk (>500 ton sluitkracht) te weerstaan.
Activering van het vacuümsysteem (optioneel): Evacueer lucht uit de vormholte om de luchtporositeit te verminderen.
3. Injectie van gesmolten metaal (injectie met hoge snelheid)
Kwantitatieve vloeistofopvang: Gesmolten aluminium (ongeveer 660°C) wordt vanuit de oven automatisch met een pollepel in de injectiekamer gevoerd.
Hogedruk vullen: een plunjer injecteert gesmolten aluminium in de vormholte met kanonskogelsnelheid (30-100 m/s), waardoor de holte binnen 0,01-0,3 seconden wordt gevuld.
4. Controle van stolling
Continue drukverhoging: De plunjer handhaaft een hoge druk gedurende 10-30 seconden om de krimp van het gesmolten aluminium tijdens het stollen te compenseren.
Waterkanaalkoeling: Koud water circuleert in de mal om de warmte te verwijderen, waardoor het onderdeel snel kan stollen.
5. Vormvrijgave
Vormscheiding: de pers wordt losgelaten en de bovenste en onderste mallen gaan open.
Uitwerppen Uitwerper: Een ingebouwde uitwerppen werpt het onderdeel uit en verwijdert runnerafval (ongeveer 30% van het materiaal).
6. Afwerkingswerkzaamheden
Poortsnijden: Hydraulisch knippen verwijdert het poortsysteem en de overloopgoot.
Kogelstralen/slijpen: Verwijdert bramen en scheidingslijnflitsen.
Warmtebehandeling (belangrijkste componenten): T6-harding verhoogt de hardheid.