
Gids voor aluminium gieten
Wat zijn Aluminium gieten Projecten – en waarom ze de moderne productie domineren
Aluminiumgietprojecten omvatten alles van kleine gietwerkzaamheden in de achtertuin van hobbyisten tot grootschalige industriële productieruns voor de lucht- en ruimtevaart- en automobielsector. Het korte antwoord: aluminiumgieten is een van de meest veelzijdige, kosteneffectieve en schaalbare metaalbewerkingsmethoden die momenteel beschikbaar zijn, en het scala aan haalbare projecten – van siertuinsculpturen tot structurele motorblokken – is werkelijk enorm. Als u evalueert of een aanpak voor het gieten van aluminium geschikt is voor uw toepassing, is het antwoord bijna altijd ja, op voorwaarde dat u het juiste gietproces kiest voor uw geometrie, tolerantievereisten en productievolume.
De dichtheid van aluminium ligt ongeveer op 2,7 g/cm³ , minder dan een derde van die van staal, toch bereiken moderne aluminiumlegeringen treksterktes van meer dan 500 MPa. Die sterkte-gewichtsverhouding is wat aluminiumgieten in zoveel veeleisende sectoren heeft geduwd. De wereldwijde markt voor aluminiumgietwerk werd geschat op ongeveer 67,5 miljard dollar in 2023 en zal naar verwachting in 2030 de 95 miljard dollar overschrijden, volgens gegevens gepubliceerd door Grand View Research – een samengesteld jaarlijks groeipercentage dat grotendeels wordt aangedreven door de adoptie van elektrische voertuigen (EV) en het lichter maken van mandaten in de transportsector.
Dit artikel behandelt het volledige landschap: de belangrijkste gietprocessen, de beste aluminiumlegeringen voor specifieke projecttypen, ontwerpregels die defecten voorkomen, praktijkvoorbeelden van projecten met productiegegevens, afwerkingstechnieken en een eerlijke kijk op de verwachtingen op het gebied van kosten en doorlooptijd. Of u nu een maker bent die een eerste zandgietgietbeurt plant of een productingenieur die spuitgietgereedschap evalueert, de onderstaande informatie is zo ingedeeld dat deze onmiddellijk bruikbaar is.
De vijf kernprocessen voor aluminiumgieten – naast elkaar vergeleken
Het kiezen van het juiste proces is de meest consequente beslissing bij elk aluminiumgietproject. Elke methode biedt een ander evenwicht tussen gereedschapskosten, oppervlakteafwerking, maattolerantie, minimale wanddikte en economische bestelhoeveelheid. De onderstaande tabel destilleert de praktische afwegingen.
| Proces | Gereedschapskosten | Oppervlakteafwerking (Ra) | Tolerantie (typisch) | Beste volumebereik | Min. Wanddikte |
|---|---|---|---|---|---|
| Zandgieten | Laag ($500-$5.000) | 12–25 µm | ±0,5–1,5 mm | 1–5.000 stuks | 3–5 mm |
| Permanente mal (zwaartekrachtmatrijs) | Gemiddeld ($ 5.000 – $ 30.000) | 3–6 µm | ±0,25–0,5 mm | 1.000–50.000 stuks | 2–3 mm |
| Hogedrukspuitgieten (HPDC) | Hoog ($20.000–$200.000) | 1–2 µm | ±0,05–0,15 mm | 10.000–1.000.000 stuks | 0,8–1,5 mm |
| Investeringsgieten (verloren was) | Middelhoog ($3.000 – $50.000) | 1,5–3 µm | ±0,1–0,25 mm | 100–20.000 stuks | 1–2 mm |
| Verloren schuimgieten | Laag-medium ($ 1.000 - $ 15.000) | 5–10 µm | ±0,3–0,8 mm | 500–30.000 stuks | 2–4 mm |
Zandgieten: het startpunt voor aluminiumprojecten op maat
Zandgieten blijft de meest toegankelijke aluminiumgietmethode voor maatwerk, kleine volumes of prototypewerk. Groen zand (een mengsel van kwartszand, bentonietklei en vocht) wordt rond een hout- of urethaanpatroon gepakt, het patroon wordt verwijderd en gesmolten aluminium — doorgaans bij 660–720 °C — in de holte gegoten. De cyclustijden zijn langzaam vergeleken met spuitgieten, maar er is in wezen geen bovengrens voor de afmetingen. De GM Casting-fabriek in Defiance, Ohio, giet zandgegoten aluminium motorblokken met een gewicht van meer dan 40 kg per stuk met behulp van geautomatiseerde matchplate-gietlijnen - wat aantoont dat zandgieten verder gaat dan hobbygebruik als het op de juiste manier wordt bewerkt.
Voor gietprojecten in de achtertuin is groen zand goedkoop om te mengen en opnieuw te gebruiken. Een eenvoudige tweedelige kolfopstelling kan uitstekende resultaten opleveren met legeringen zoals A356 of 319. De kritische variabele is het vochtgehalte: te nat veroorzaakt stoomporositeit; te droog stort in. Het doel is ongeveer 2–4% vocht per gewicht , eenvoudig te controleren met een knijptest.
Hogedruk spuitgieten: volume, precisie en dunne wanden
HPDC injecteert gesmolten aluminium in een matrijs van gehard staal bij een druk van 10–175 MPa , waardoor de holte in milliseconden wordt gevuld. Het proces is uitzonderlijk snel – cyclustijden van 30–120 seconden zijn gebruikelijk voor onderdelen met gemiddelde complexiteit – en produceert bijna netvormige onderdelen met wanddiktes van slechts 0,8 mm in geoptimaliseerde ontwerpen. De automobielsector is de dominante gebruiker. Volgens de Aluminium Association ongeveer 75% van alle aluminium gietstukken voor auto's worden geproduceerd via HPDC, inclusief motorcarters, transmissiebehuizingen en in toenemende mate grote structurele componenten geproduceerd door megagietmachines (gigapersen) met klemkrachten tot 9.000 ton, een technologie die door Tesla is ontwikkeld en nu is overgenomen door Toyota, Volvo en anderen.
De belangrijkste afweging van HPDC is porositeit: luchtinsluiting tijdens snel vullen creëert microscopisch kleine holtes die de structurele integriteit in gevaar kunnen brengen en warmtebehandeling kunnen voorkomen. Vacuümondersteund spuitgieten (VADC) vermindert dit aanzienlijk, waardoor T6-warmtebehandeling mogelijk wordt en de treksterkte boven 300 MPa wordt gebracht, zelfs met secundaire siliciumlegeringen.
Aluminiumgietlegeringen - Materiaal afstemmen op projectvereisten
Niet alle aluminiumlegeringen gieten of presteren op dezelfde manier. Gietaluminiumlegeringen worden aangeduid met een viercijferig systeem (bijv. A380, A356, 319) dat hun primaire legeringselementen en samenstelling aangeeft. De keuze van de legering heeft invloed op de vloeibaarheid, weerstand tegen heet scheuren, mechanische sterkte, corrosieweerstand en bewerkbaarheid - die allemaal aanzienlijk variëren tussen legeringsfamilies.
A380
A380 — Het universele HPDC-werkpaard
A380 (Al-Si8.5Cu3.5) is goed voor meer dan 85% van alle aluminium spuitgietstukken in Noord-Amerika, volgens de Aluminium Association. Het hoge siliciumgehalte (7,5–9,5%) zorgt voor een uitstekende vloeibaarheid en minimale krimp, terwijl kopertoevoegingen de treksterkte opdrijven tot 317 MPa als gegoten. Niet geschikt voor anodiseren (kopergehalte veroorzaakt vlekken), maar kan uitzonderlijk goed worden gepoedercoat en geverfd. Gebruikt voor elektronicabehuizingen, autobeugels, behuizingen voor elektrisch gereedschap en pneumatische spruitstukken.
A356
A356 — De structurele en uiterlijke legering
A356 (Al-Si7Mg0,3) is de standaardkeuze voor zand- en permanente schimmelprojecten waarbij een T6-warmtebehandeling gepland is. Na oplossingsbehandeling bij 538°C en kunstmatige veroudering bij 154°C levert A356-T6 een treksterkte van 262 MPa en vloeigrens van 186 MPa — aanzienlijk beter dan de as-cast-waarden. Het lage kopergehalte betekent dat het netjes anodiseert, waardoor het populair is voor architecturale gietstukken, verlichtingsarmaturen, aftermarket-wielen en behuizingen voor de lucht- en ruimtevaart. De uitstekende lasbaarheid van de legering is een secundair voordeel voor reparatie- of fabricagewerkzaamheden.
319
319 — Automobiel en algemene techniek
319 (Al-Si6Cu3.5) is de traditionele keuze voor zandgegoten motoronderdelen: cilinderkoppen, inlaatspruitstukken en transmissiebehuizingen. Het kopergehalte zorgt voor een goede sterkte bij hoge temperaturen, wat belangrijk is als de gebruiksomgeving boven de 150°C komt. Ford, GM en Chrysler gebruiken al tientallen jaren legeringen uit de 319-familie in duwstang- en OHC-motorkoppen. De legering wordt schoon bewerkt en kan redelijk goed worden geanodiseerd als het kopergehalte onder de specificatie blijft.
535
535 (Almag 35) - Maritieme en corrosiebestendige projecten
Voor projecten die worden blootgesteld aan zout water of omgevingen met een hoge luchtvochtigheid – maritieme hardware, architectonische kustelementen, chemische verwerkingsapparatuur – biedt 535 (Al-Mg6.8) uitzonderlijke corrosieweerstand, goede lasbaarheid en een natuurlijke heldere afwerking na anodiseren. Het lagere siliciumgehalte maakt het moeilijker om te gieten (hogere gevoeligheid voor scheurvorming) en vereist een zorgvuldig ontwerp van de gietpoorten en gecontroleerde giettemperaturen. De treksterkte zoals gegoten is ongeveer 240 MPa , vergelijkbaar met A356-T6 zonder de noodzaak van warmtebehandeling.
Real-World aluminium gietprojectvoorbeelden in verschillende industrieën
De omvang van aluminiumgietprojecten in actieve productie is groter dan de meeste mensen beseffen. De onderstaande voorbeelden bestrijken de context van hobbyisten, industriële, architectonische en consumentenproducten, elk met relevante proces- en legeringsgegevens.
01
Achtertuingieterij: mesbeschermer en steun van zandgegoten aluminium
Een populair aluminiumgietproject op instapniveau in de makersgemeenschap omvat het zandgieten van mesbeschermers, vingerbeschermers en steunen voor op maat gemaakte messen. De onderdelen zijn klein (doorgaans minder dan 50 g), geometrisch eenvoudig en tolereren de oppervlakteruwheid die typisch is voor groen zandgieten. A356 of schrootzuigers (vaak 4032-legering) werken goed. De smelttemperatuur moet op 0 worden gehouden 700–730°C om volledige vulling te garanderen zonder overmatige gasabsorptie. Afwerken met nat- en droog schuurpapier met korrel 120 tot 600, gevolgd door polijsten, zorgt voor een bijna spiegelend uiterlijk zonder warmtebehandeling na het gieten.
02
Architectonisch aluminium gieten: kolomkappen, balustrades en sierpanelen
Architecturale aluminiumgietprojecten hebben een lange geschiedenis: de aluminium kap op het Washington Monument, geïnstalleerd in 1884, blijft een van de vroegste geregistreerde toepassingen van precisie-aluminiumgieten. Moderne architecturale projecten maken gebruik van permanente mal of zandgieten met A356- of 535-legeringen. Typische toepassingen zijn onder meer siertrapleuningen, decoratieve kolomkapitelen, gevelpanelen van gebouwen en op maat gemaakt deurbeslag. Anodiseren – met name anodiseren met een harde laag tot 25–50 µm – biedt duurzame, onderhoudsarme corrosiebescherming die kan worden gekleurd om aan de ontwerpspecificaties te voldoen. Verschillende fabrikanten in de Gulf Coast-regio leveren zandgegoten architectonische elementen met een levertijd van 4–8 weken voor aangepaste patronen .
03
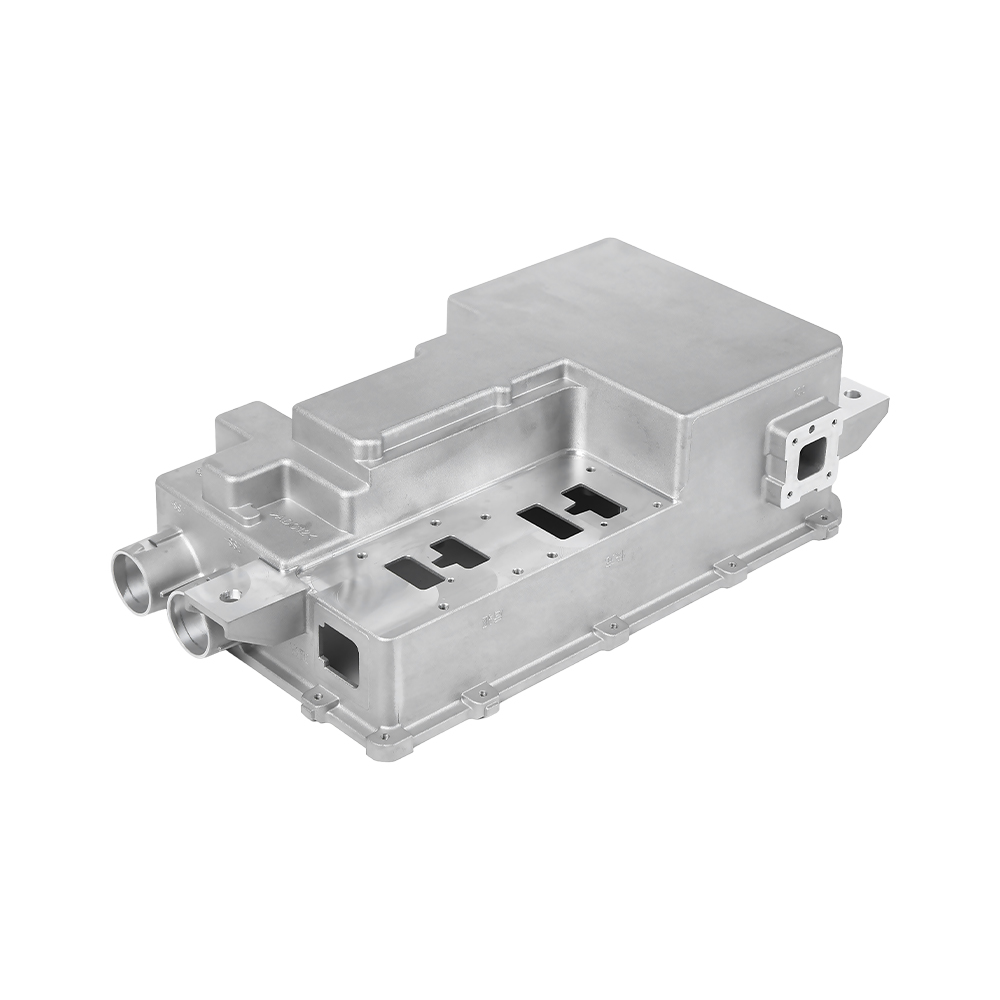
Automotive: HPDC-motorblokken en structurele gietstukken
Moderne compacte automotoren gebruiken bijna universeel blokken van aluminiumlegering. De BMW N52 zes-in-lijn, geïntroduceerd in 2004, maakt gebruik van een magnesium-aluminium composietblok met een gegoten aluminium bodemplaat en een van de A380 afgeleid carter - een ontwerp dat 10 kg van de eerdere ijzeren blokmotor. Hedendaagse EV-batterijbakconstructies, zoals die worden gebruikt in de Rivian- en Hyundai Ioniq-platforms, zijn HPDC-aluminium gietstukken met meerdere holtes en geïntegreerde koelkanalen, waarbij maximaal zeven voorheen afzonderlijke gestempelde en gelaste onderdelen worden gecombineerd tot één enkel netvormig gietstuk. Deze consolidatie vermindert de montagetijd en verbetert de structurele stijfheid bij ongeveer 30% lagere massa vergeleken met gelijkwaardige staalconstructies.
04
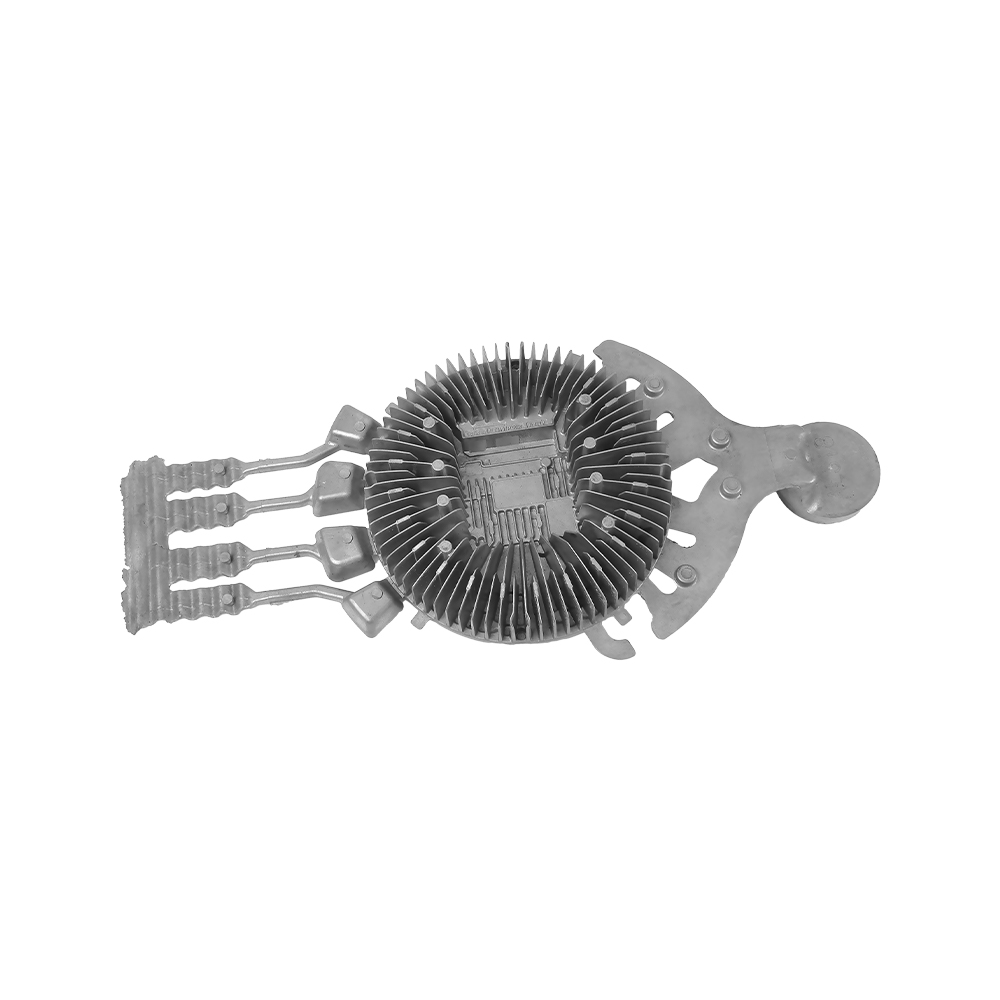
Elektronicabehuizingen: thermisch beheer door gieten
Hoogvermogenelektronica – motoraandrijvingen, stroomomvormers, versterkers van telecombasisstations, LED-drivers – maakt vaak gebruik van gegoten aluminium voor behuizingen omdat het materiaal een dubbele functie vervult als behuizing en als koellichaam. A380 HPDC-behuizingen met geïntegreerde vinnen bereiken thermische weerstandswaarden van 0,5–1,5°C/W in natuurlijke convectie, voldoende voor veel industriële toepassingen zonder geforceerde lucht. Voor RF-afschermingstoepassingen zorgt een wanddikte van 3–5 mm in de A380 voor effectieve verzwakking boven 500 MHz. Investeringsgieten heeft de voorkeur wanneer een complexe interne stroomkanaalgeometrie nodig is voor vloeistofgekoelde koude platen.
05
Lucht- en ruimtevaart: gegoten structurele beugels en behuizingen
Investeringsgieten met A356- of A357-legeringen is de standaardpraktijk voor cascobeugels, elektronische behuizingen en hydraulische spruitstukken, waarbij de complexiteit van de geometrie en nauwe toleranties machinale bewerking als een kosteneffectieve optie elimineren. Typische aluminium gietstukken die in vliegtuigen worden gebruikt, bereiken dit resultaat maattoleranties van ±0,13 mm en oppervlakteafwerkingen van 3,2 µm Ra zonder extra bewerking. Het proces maakt ondersnijdingen, dunne wanden en organische contouren mogelijk die zandgieten niet op betrouwbare wijze kan produceren. Bedrijven als Precision Castparts en Hitchiner Manufacturing leveren dergelijke aluminium gietstukken voor de lucht- en ruimtevaart aan Boeing-, Airbus- en Lockheed Martin-platforms.
06
Kunst en beeldhouwkunst: verloren schuimaluminiumgietprojecten
Verloren schuimgieten is populair onder beeldhouwers en kunstenaars omdat EPS-schuim kan worden gevormd, gesneden en gemonteerd zonder enige trekhoek of kerndoos - het schuim wordt tijdens het gieten door het gesmolten aluminium verbruikt, waardoor een nauwkeurige replica van het originele model overblijft. Gemeenschappelijke kunstgieterijen in steden als Chicago en Portland bieden open toegang tot verloren schuimaluminiumgietsessies. De keuze van de legering is minder cruciaal voor puur decoratieve stukken; secundair A380- of 383-schroot levert adequate resultaten op met een goede vloeibaarheid. Bij gieten wordt doorgaans gebruik gemaakt van een 2–4 mm aanspuit- en stijgsysteem ten opzichte van het volume van het onderdeel om een volledige vulling van dunne sculpturale kenmerken te garanderen.
Ontwerpregels die defecten bij aluminiumgietprojecten voorkomen
De meeste aluminium gietfouten worden ontworpen in, niet vervaardigd. Door het volgen van gevestigde design-for-casting (DFC) richtlijnen tijdens de CAD-fase worden de meeste porositeits-, cold-close-, misrun- en hot-tear-fouten geëlimineerd voordat een enkele mal wordt gesneden. De volgende regels zijn breed van toepassing op zand-, permanente mal- en spuitgietprocessen, waarbij processpecifieke aanpassingen worden vermeld.
Uniformiteit van de wanddikte
Een niet-uniforme wanddikte creëert verschillende koelsnelheden die de krimpporositeit naar het laatste stollingsgebied drijven. Het aanbevolen ontwerpdoel is een wanddiktevariatie van niet meer dan 2:1 tussen aangrenzende secties . Waar zware nokken of flenzen onvermijdelijk zijn, vermindert het uitboren van materiaal of het mengen van overgangen met royale stralen het thermische massaverschil. Voor HPDC streeft u voor de meeste structurele toepassingen naar een nominale wanddikte van 2–4 mm; muren boven 6 mm beginnen gasporositeit op te hopen, tenzij vacuümondersteund vullen wordt gebruikt.
Afrondingen en radiussen bij alle interne hoeken
Scherpe interne hoeken concentreren de spanning en creëren hotspots tijdens het stollen. Een minimale interne afrondingsradius van 1,5 × wanddikte wordt aanbevolen door de Aluminium Casting Design-richtlijnen van ASM International. Zelfs een straal van 1 mm vermindert de spanningsconcentratiefactoren dramatisch in vergelijking met een echt scherpe hoek. Uitwendige hoeken kunnen scherper zijn (minimaal 0,5 mm straal), maar mogen bij gegoten aluminium nooit volledig vierkant zijn.
Diepgangshoeken voor het vrijgeven van mallen
Alle oppervlakken evenwijdig aan de richting van de maltrek vereisen diepgangshoeken. Standaard minima zijn 1–2° voor zandgieten, 1–3° voor permanente mal en 0,5–1,5° voor HPDC op externe oppervlakken (iets meer op interne oppervlakken omdat het gietstuk op kernen krimpt). Onvoldoende trek leidt tot matrijsslijtage, kernbreuk en extractieproblemen die uiteindelijk het gietstuk beschadigen. Oppervlakken die naar schimmel zijn gericht mogen geen tocht hebben; geef duidelijk in de tekening aan welke richting het scheidingsvlak is.
Gating en Risering voor directionele stolling
Een goed poortontwerp voert vloeibaar metaal geleidelijk aan van dunne naar dikke secties, waardoor ervoor wordt gezorgd dat de zwaarste gebieden verbonden blijven met een vloeistofreservoir – de stijgbuis – totdat het volledig is gestold. De Chvorinov-regel (stollingstijd evenredig met (volume/oppervlakte)²) bepaalt de grootte van de stijgleiding: een stijgbuis moet een modulus hebben van ten minste 1,2× die van het zwaarste gedeelte het voedt. Simulatiesoftware zoals MAGMASOFT, Flow-3D en ProCAST wordt veel gebruikt om het ontwerp van poorten en stijgbuizen te valideren voordat er wordt gesneden in de productietools, waardoor de kosten van vallen en opstaan aanzienlijk worden verlaagd.
Draad- en wisselplaatontwerp van gegoten aluminium
Gegoten aluminium is te zacht voor directe grove schroefdraad bij bevestigingstoepassingen met zwaar koppel. Opties zijn onder meer: (1) gieten van stalen of messing inzetstukken met schroefdraad - Heli-Coil- en E-Z Lok-producten zijn populair voor retrofittoepassingen; (2) het gebruik van machinaal bewerkte schroefdraad na het gieten met ten minste Inzetlengte van 1,5× draaddiameter ; of (3) het specificeren van de installatie van ultrasone inzetstukken voor ontwerpen die aangrenzend zijn aan thermoplastische materialen. HPDC-onderdelen kunnen kerngaten bevatten tot een minimale diameter van 2,0 mm met een zorgvuldig matrijsontwerp, waardoor de vereisten voor het boren na het gieten worden verminderd.
Smeltkwaliteitscontrole: de stap die de meeste beginners over het hoofd zien bij het gieten van aluminium
De kwaliteit van het gesmolten aluminium op het gietpunt bepaalt het kwaliteitsplafond van het voltooide gietstuk. Een perfect ontworpen onderdeel gegoten uit slecht voorbereid metaal zal nog steeds porositeit, oxide-insluitsels en verminderde mechanische eigenschappen vertonen. Ervaren gieterij-operators behandelen de smeltvoorbereiding net zo serieus als het matrijsontwerp.
Waterstofporositeit: het meest voorkomende defect bij het gieten van aluminium
Aluminium lost waterstof gemakkelijk op in vloeibare toestand; vloeibaar aluminium van 750 °C kan dit vasthouden ongeveer 0,65 cm³ per 100 g metaal , vergeleken met slechts 0,034 cm³ per 100 g in vaste toestand (volgens gegevens van de Aluminium Association). Wanneer de smelt stolt, wordt het overgrote deel van die opgeloste waterstof afgewezen en vormen er microscopisch kleine belletjes (porositeit) door het hele gietstuk heen. De belangrijkste waterstofbronnen zijn atmosferisch vocht, nat schroot, olieachtige retourstromen en natte flux.
Ontgassen met droge stikstof of argon via een roterende ontgassingseenheid (SNIF-proces of gelijkwaardig) reduceert opgeloste waterstof tot onder 0,10 cm³ per 100 g in de commerciële praktijk – ruim onder de drempel voor zichtbare porositeit in de meeste gietgeometrieën. Hobbyisten zonder roterende ontgassingsapparatuur kunnen hexachloorethaantabletten gebruiken (met de juiste ventilatie - het proces genereert chloorgas) of eenvoudigweg de blootstelling aan vocht aan de smelt minimaliseren door al het gereedschap voor te verwarmen en de ovendeksels gesloten te houden.
Oxide-insluitingen en fluxpraktijk
Aluminium oxideert onmiddellijk bij blootstelling aan lucht en vormt een dunne maar aanhoudende huid van aluminiumoxide (Al₂O₃). Bij turbulent gieten wordt deze huid in de smelt gevouwen, waardoor er oxidebifilms ontstaan die fungeren als scheurinitiatielocaties in het gestolde gietstuk. Wijlen professor John Campbell van de Universiteit van Birmingham heeft tientallen jaren besteed aan het documenteren hoe oxide-bifilms de hoofdoorzaak zijn van de meeste verstrooiing van de mechanische eigenschappen van aluminiumgietstukken - een variabiliteit in de treksterkte van 30-40% bij identieke gietstukken is vaak terug te voeren op de distributie van bifilms.
Praktische tegenmaatregelen zijn onder meer: gietlepels aan de onderkant in plaats van gietlepels aan de bovenkant, keramische schuimfilters in het poortsysteem (20-30 ppi voor aluminium), verminderde giethoogte en gecontroleerde gietsnelheid, en het minimaliseren van turbulentie bij de ingang van de mal. Fluxtoevoegingen (die fluxen zoals kaliumchloride/natriumchloridemengsels bedekken) beschermen het smeltoppervlak tegen atmosferische oxidatie tussen verhittingsfasen en helpen oxidedeeltjes samen te smelten voor het afromen vóór het gieten.
Temperatuurregeling en oververhitting
De meeste aluminiumgietlegeringen hebben liquidustemperaturen tussen 555°C en 615°C . Gieten bij overmatige oververhitting (meer dan 80–100 ° C boven liquidus) verhoogt de gasabsorptie, oxidevorming en matrijserosie in HPDC. Als u te koud giet, ontstaan er misruns en koude afsluitingen: gebieden waar het metalen front stolt voordat de mal wordt gevuld. De optimale giettemperatuur voor de meeste toepassingen ligt hiertussen 680°C en 740°C , waarbij de matrijstemperatuur ook een belangrijke rol speelt: permanente matrijzen worden voor aluminium doorgaans voorverwarmd tot 200–350 °C.
Bewerkingen na het gieten: warmtebehandeling, machinale bewerking en oppervlakteafwerking
De meeste aluminiumgietprojecten vereisen op zijn minst enig nagietwerk. De onderstaande bewerkingen worden weergegeven in de volgorde waarin ze normaal gesproken tijdens de productie zouden worden uitgevoerd.
Stap 1
Degateren en Shakeout
Zandgietstukken worden uit de mal geschud zodra ze zijn gestold (meestal binnen 5-30 minuten, afhankelijk van het gewicht van het onderdeel). Lopers en stootborden worden verwijderd door zagen, slijpen of hydraulisch breken. HPDC-onderdelen worden bijgesneden in een speciale trimmatrijs die flash en runners in één enkele persslag knipt, met cyclustijden van 5–15 seconden per onderdeel. Scheidingslijnflitsen op zandgietstukken vereist doorgaans handslijpen om gelijk te lopen met het gietoppervlak.
Stap 2
Warmtebehandeling (indien gespecificeerd)
De T6-temperaanduiding – oplossingswarmtebehandeling gevolgd door kunstmatige veroudering – is de meest gespecificeerde warmtebehandeling voor aluminium gietstukken. Voor A356:
- Oplossingsbehandeling: 538°C ± 6°C gedurende 4–12 uur (afhankelijk van de coupedikte)
- Afschrikken: water van 60–80°C (warm afschrikken minimaliseert restspanningsvervorming)
- Leeftijd: 154°C ± 6°C gedurende 6–12 uur
Deze reeks lost Mg₂Si op in oplossing en slaat ze vervolgens opnieuw neer als een fijne dispersie die dislocatiebeweging belemmert, waardoor de vloeigrens toeneemt van ongeveer 83 MPa (F-temperatuur) tot 186-207 MPa (T6-temperatuur) .
Stap 3
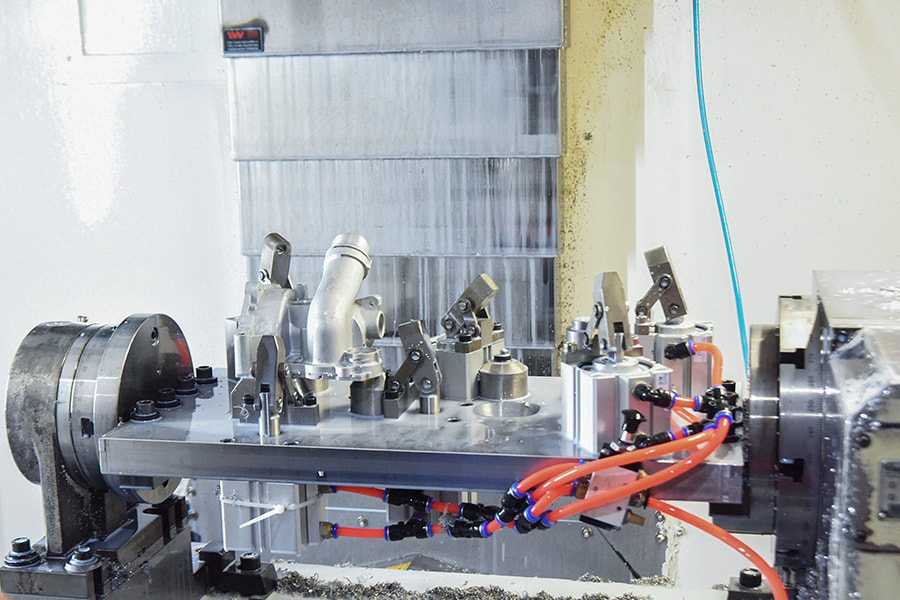
CNC-bewerking van kritieke oppervlakken
Machines van gegoten aluminium uitzonderlijk goed; de standtijd is normaal 10–20× langer bij het bewerken van aluminium versus staal bij gelijkwaardige spaanbelasting. Bij de snelle CNC-bewerking van gegoten aluminium wordt gebruik gemaakt van hardmetalen gereedschappen, snijsnelheden van 300–600 m/min (oppervlaktevoet per minuut: 1.000–2.000) en overstromingskoelmiddel of minimale hoeveelheid smering (MQL). Datumkenmerken die in het gietstuk zijn verwerkt (pads, boringen en plaatsingsgaten) vormen het referentiekader voor alle daaropvolgende bewerkingen. Voor HPDC-onderdelen met een hoog volume zijn speciale overdrachtlijnen met cyclustijden van minder dan 60 seconden per onderdeel gebruikelijk in gietcellen voor auto's.
Stap 4
Opties voor oppervlakteafwerking voor aluminium gietstukken
Het scala aan afwerkingsmogelijkheden voor aluminiumgietprojecten is breed:
- Anodiseren: Door elektrochemische oxidatie ontstaat een dichte aluminiumoxidelaag van 5–25 µm (Type II) of 25–100 µm (Type III hard geanodiseerd). Biedt uitstekende corrosie- en slijtvastheid. Het beste met A356- of 535-legeringen.
- Poedercoating: Elektrostatisch aanbrengen van thermohardend polymeerpoeder, uitgehard bij 160–200°C. Uitstekende UV-bestendigheid, breed kleurengamma, kosteneffectief voor middelgrote tot hoge volumes. Compatibel met alle gietlegeringen.
- Chromaatconversiecoating: Driewaardig chromaat (Alodine/Iridite) biedt corrosiebescherming en verfhechtprimer voor lucht- en ruimtevaart- en defensietoepassingen. RoHS-compatibel met driewaardige formuleringen.
- Kogelstralen en trilontbramen: Mechanische afwerking die bramen verwijdert, het uiterlijk van het oppervlak verbetert en kan worden gebruikt om drukrestspanningen te creëren (kogelstraalvariant) die de levensduur tegen vermoeiing met maximaal 30% verbeteren.
- Stroomloos vernikkelen: Zet een uniforme nikkel-fosforlaag van 10–50 µm af die de hardheid (500–700 HV na warmtebehandeling) en slijtvastheid aanzienlijk verbetert, gebruikt voor mallen, bussen en glijoppervlakken.
Kostenstructuur van aluminiumgietprojecten: wat de prijs drijft
Door de kostenfactoren te begrijpen, kunnen projectingenieurs betere processelectiebeslissingen nemen en krijgen inkoopteams een raamwerk voor het evalueren van offertes van castingleveranciers.
Problemen met veelvoorkomende aluminiumgietfouten oplossen
Zelfs ervaren gieterij-operators komen defecten tegen. In de onderstaande tabel worden de meest voorkomende defecten aan aluminiumgietstukken in kaart gebracht, met hun grondoorzaken en corrigerende maatregelen.
| Defect | Uiterlijk | Primaire oorzaak | Corrigerende actie |
|---|---|---|---|
| Gasporositeit | Ronde vides, gladde wanden, willekeurige verdeling | Opgeloste waterstof in smelt | Ontgassen smelten; droog al het gereedschap en schroot; oververhitting verminderen |
| Krimpporositeit | Onregelmatige holtes, ruwe muren, in zware secties | Onvoldoende voeding/opstaan | Vergroot de grootte van de stijgbuis; voeg koude rillingen toe aan zware secties; herontwerp voor uniforme muur |
| Koud gesloten | Lineaire naad op het oppervlak, zwakke interface | Twee metalen fronten die afkoelden voordat ze elkaar ontmoetten | Verhoog de giettemperatuur; verbetering van de poorten om stromen eerder samen te voegen |
| Heet scheuren | Gerafelde scheur bij filet- of sectiewissel | Thermische spanning tijdens stolling in een laat stadium | Vergroot de afrondingsradii; flexibiliteit toevoegen aan kernen; vorm voorverwarmen |
| Oxide-insluitsels | Donkere strepen of films zichtbaar op het machinaal bewerkte gedeelte | Turbuleus gieten, gevouwen oxidehuiden | Verlaag de storthoogte; gebruik een keramisch schuimfilter; vermijd het opnieuw smelten van schuim |
| Verkeerd uitgevoerd | Onvolledige vulling, afgeronde onvolledige randen | Metaal te koud, dun gedeelte, slechte ventilatie | Verhoog de giettemperatuur; dunne muren dikker maken; voeg ventilatieopeningen toe aan de mal |
Duurzaam aluminiumgieten: recycling, energie en de circulaire economie
Aluminium is het meest recycleerbare structurele metaal dat algemeen wordt gebruikt, en deze eigenschap verandert fundamenteel de duurzaamheidscalculus van aluminiumgietprojecten in vergelijking met staal- of zinkalternatieven. Voor het recyclen van aluminium is alleen nodig 5% van de energie die nodig is om primair aluminium te produceren uit bauxieterts — ongeveer 2 à 3 kWh/kg voor secundaire productie versus 45 à 55 kWh/kg voor primaire productie (gegevens van het International Aluminium Institute, 2023). Het verschil in CO2-voetafdruk is even dramatisch: secundair aluminium genereert grofweg 0,5–1,0 kg CO₂ per kg metaal, vergeleken met 8–12 kg CO₂ per kg voor primair smelten op steenkool.
Over 75% van al het aluminium dat ooit is geproduceerd, wordt nog steeds gebruikt Dat meldt de Aluminium Vereniging. De automobielsector kent het hoogste aluminiumrecyclingpercentage van alle eindgebruiksproducten. Afgedankte voertuigen vormen een dichte, gescheiden bron van schoon gietlegeringsschroot dat met minimale kwaliteitsverslechtering terugvloeit naar de productie van secundaire HPDC-legeringen. Deze gesloten kringloopefficiëntie is één van de redenen waarom autofabrikanten aluminiumgietwerk aanhalen als een duurzaamheidspositieve ontwerpkeuze, zelfs op energie-intensieve voertuigplatforms.
Voor gieterijactiviteiten dragen energieterugwinning uit uitlaatgassen van ovens, real-time monitoring van de smeltchemie om de hersmeltcycli te minimaliseren, en keramische vezelovenbekledingen die het warmteverlies met 15-25% verminderen in vergelijking met oudere vuurvaste ontwerpen allemaal bij aan een kleinere ecologische voetafdruk in moderne aluminiumgietfaciliteiten. Verschillende Europese gieterijen – waaronder Rheinfelden Alloys en Novelis – hebben zich gecommitteerd aan koolstofneutrale aluminiumgietactiviteiten tegen 2030 door een combinatie van hernieuwbare energiebronnen en compensatieprogramma’s.
Opkomende trends in aluminiumgieten: wat verandert de industrie
De aluminiumgietindustrie ondergaat betekenisvolle technische veranderingen als gevolg van elektrificatie, digitale productie en de ontwikkeling van nieuwe legeringen. Het begrijpen van deze trends is relevant voor iedereen die meerjarige aluminiumgietprogramma's plant.
Megacasting en structurele integratie
Tesla's gebruik van gigapersen van 6.000 ton en 9.000 ton om volledige delen van de onderkant van de EV te gieten als één aluminium spuitgietstuk – ter vervanging van 70 tot 100 individuele gestempelde en gelaste onderdelen – heeft grote belangstelling gewekt in de auto-industrie. Toyota, Volvo, General Motors en verschillende Chinese OEM's hebben soortgelijke programma's aangekondigd. De gietstukken maken gebruik van op maat gemaakt hoogvacuümspuitgieten met Al-Si-Mg-legeringen die speciaal zijn ontwikkeld voor structureel megagieten, waarbij verlengingen van meer dan 10% en treksterktes van meer dan 250 MPa worden bereikt als gegoten, zonder warmtebehandeling. Deze ontwikkeling verandert fundamenteel de economische aspecten van de productie van carrosseriestructuren bij volumes boven de 100.000 eenheden per jaar.
3D-geprinte zandvormen en kernen
Binderjetprinten van silicazandmallen (met behulp van systemen van ExOne/Desktop Metal, Voxeljet en Viridis3D) heeft de stap van het maken van patronen bij zandgieten overbodig gemaakt, waardoor de productie uit één stuk van complexe aluminium gietstukken met interne doorgangen mogelijk is die geometrisch onmogelijk te kernen zijn met conventionele methoden. De doorlooptijd van CAD-bestand tot eerste gietstuk is nu 3-5 werkdagen met bedrukte zandmallen, versus 4–8 weken voor conventionele patronen en gereedschappen. Ford, John Deere en verschillende luchtvaartbedrijven gebruiken gedrukte zandvormen voor prototypes en productie van aluminium gietstukken in kleine volumes, waarbij de onderdeelkosten concurreren met machinaal bewerkte alternatieven voor complexe geometrieën.
Realtime procesmonitoring en AI-kwaliteitscontrole
Sensorarrays ingebed in spuitgietmachines registreren nu schotdrukprofielen, matrijsoppervlaktetemperaturen en metaalsnelheidsgegevens met een resolutie van milliseconden. Machine learning-modellen die zijn getraind op historische defectgegevens kunnen de krimpporositeit en de kans op koude afsluiting voorspellen op basis van de handtekeningen van het opnameprofiel voordat het onderdeel uit de matrijs wordt verwijderd, waardoor automatische afwijzing van opnames die buiten de specificatie vallen mogelijk wordt gemaakt zonder röntgeninspectie. Verschillende Tier 1-leveranciers van autogietstukken melden dit verlagingen van het schroottarief van 30-50% na het inzetten van dergelijke realtime monitoringsystemen, wat zich direct vertaalt in lagere kosten en verbeterde duurzaamheidsstatistieken.
Legeringsontwikkeling voor thermisch beheer van elektrische voertuigen
Koelplaten voor EV-batterijen vereisen aluminium gietlegeringen met een hoge thermische geleidbaarheid, uitstekende drukdichtheid (geen porositeit) en het vermogen om hardsoldeerverbindingen te vormen. Standaard A380 heeft een thermische geleidbaarheid van ongeveer 96 W/m·K — voldoende maar niet optimaal. Nieuwe legeringen in de Al-Si-Mg-familie met gecontroleerd ijzer- en kopergehalte worden ontwikkeld door bedrijven als Novelis, Constellium en Impol om een geleidbaarheid van meer dan 160 W/m·K te bereiken in gegoten toestand, waardoor compactere en efficiëntere vloeistofgekoelde batterijsystemen mogelijk worden. Dit is een actief gebied van legeringsonderzoek met meerdere patenten die in 2022-2024 zijn ingediend.
Veelgestelde vragen over aluminiumgietprojecten
Wat is de beste aluminiumlegering voor een eerste gietproject?
Voor beginners die een oven in de achtertuin en groene zandvormen gebruiken, zijn gerecyclede zuigers (meestal 4032- of 2618-legering) of schone A356-staven beide uitstekende uitgangspunten. Beide hebben een goede vloeibaarheid bij typische giettemperaturen in de achtertuin van 700–730 °C, en geen van beide bevat significant giftige legeringstoevoegingen. A356 is iets vergevingsgezinder ten opzichte van vocht in het zand, omdat het siliciumgehalte de vloeibaarheid verbetert, zelfs bij lagere temperaturen. Vermijd onbekend schroot van elektronica of gecoate onderdelen; verontreinigingen van soldeer, gegoten zink of beplating kunnen giftige dampen en een slechte gietkwaliteit veroorzaken.
Hoe voorkom ik porositeit in mijn aluminium gietstukken?
Porositeit heeft twee hoofdoorzaken: opgeloste waterstof (gasporositeit) en onvoldoende toevoer van krimp (krimpporositeit). Om de gasporositeit aan te pakken, moet u alle vormmaterialen en het metaal droog houden, een afdekkend vloeimiddel gebruiken en de smelt ontgassen voordat u het giet. Om de krimpporositeit aan te pakken, moet u ervoor zorgen dat uw stijgleiding groot genoeg is om vloeibaar te blijven nadat het gietstuk is gestold. De modulus van de stijgbuis moet de modulus van de zwaarste gietsectie met minstens 20% overschrijden. Koude rillingen die naast zware secties worden geplaatst, helpen ook door de lokale stolling te versnellen om de vraag naar krimp te verminderen.
Wat is de minimaal haalbare wanddikte bij het gieten van aluminium?
Minimale wanddikte is afhankelijk van het gietproces. Met hogedrukspuitgieten worden de dunste wanden bereikt - zo laag als 0,8 mm in geoptimaliseerde matrijsontwerpen met metaalinjectie met hoge snelheid. Bij investeringsgieten wordt op betrouwbare wijze 1,0–1,5 mm bereikt. Permanent gegoten gietwerk (zwaartekrachtmatrijs) kan een minimum van 2-3 mm verwerken. Voor zandgieten zijn doorgaans minimale wanden van 3-5 mm nodig voor een betrouwbare vulling, hoewel ervaren gieterij-operators 2 mm hebben bereikt in kleinere onderdelen met legeringen met een hoge siliciumvloeibaarheid en goed gesloten mallen.
Kan gegoten aluminium worden gelast?
Ja, veel aluminium gietlegeringen kunnen worden gelast, maar het proces vereist zorg. A356- en 535-legeringen zijn de meest lasbare gietlegeringen. Gaswolfraambooglassen (GTAW/TIG) met 4043 of 5356 lasdraad is een standaardpraktijk. HPDC-onderdelen die A380 bevatten, worden in structurele toepassingen over het algemeen als niet-lasbaar beschouwd vanwege het kopergehalte en de gasporositeit die vrijkomt tijdens het lassen. Bij het lassen van gegoten aluminium moet de ruimte voorverwarmd worden tot 150–200°C om scheuren door thermische schokken te verminderen. Voor structurele verbindingen in A356 wordt spanningsverlichting na het lassen bij 175°C gedurende 2–4 uur aanbevolen.
Hoe lang duurt het om aluminium gietstukken te laten maken?
Doorlooptijden variëren enorm per proces en leverancierslocatie. Voor 3D-geprinte zandvormgietstukken (prototypehoeveelheden) gelden levertijden voor het eerste artikel van 3-10 werkdagen haalbaar zijn bij gevestigde leveranciers. Conventioneel zandgieten met een nieuw patroon: 4–8 weken voor patroonfabricage plus 1–2 weken voor gieten. HPDC met nieuwe gereedschappen: 10–20 weken voor matrijsproductie, daarna productiehoeveelheden in 2–4 weken. Investeringsgieten: 8–16 weken voor het bewerken, 3–6 weken voor productie. Versnelde toolingprogramma's tegen hogere kosten kunnen deze tijdlijnen met 30-50% verkorten bij premiumleveranciers.
Wat is het verschil tussen spuitgieten en zandgieten van aluminium?
Zandgieten maakt gebruik van vervangbare zandmallen die worden vernietigd om het onderdeel los te laten, waardoor complexe geometrie en zeer grote onderdelen mogelijk zijn, maar met een lagere oppervlakteafwerking, grotere toleranties en langzamere cyclustijden. Bij spuitgieten wordt gebruik gemaakt van permanent geharde stalen mallen (matrijzen) en wordt metaal onder hoge druk geïnjecteerd, waardoor een uitstekende oppervlakteafwerking (1–2 µm Ra), nauwe toleranties (± 0,05–0,15 mm) en zeer hoge productiesnelheden (cycli van 30–120 seconden) worden bereikt, maar met hoge gereedschapskosten en minimale hoeveelheidsvereisten die het oneconomisch maken onder ongeveer 10.000 onderdelen. Zandgieten is beter voor prototypes, grote onderdelen en kleine volumes; spuitgieten blinkt uit in de productie van grote volumes van kleine tot middelgrote precisiecomponenten.
Is aluminium gieten milieuvriendelijk?
Aluminiumgieten met secundaire (gerecyclede) legering behoort tot de milieuvriendelijker beschikbare metaalbewerkingsprocessen. Secundair aluminium vereist slechts 5% van de energie van de productie van primair aluminium en genereert een fractie van de CO₂-uitstoot. De hoge recycleerbaarheid van aluminium – met recyclingpercentages van meer dan 90% in de automobielsector – en de gesloten materiaalstroom in veel gieterijen maken het aanzienlijk groener dan processen waarbij primaire metalen worden gebruikt. De belangrijkste milieuproblemen zijn de fluoride-emissies als gevolg van het gebruik van vloeimiddel (gecontroleerd door natte wassers in moderne gieterijen) en het koelmiddelbeheer bij machinale bewerkingen.
Kan ik gegoten aluminium onderdelen anodiseren?
Standaard HPDC-legeringen zoals A380 (die 3-4% koper bevat) anodiseren niet tot een consistente kwaliteitsafwerking - het kopergehalte veroorzaakt bruine of zwarte vlekken in de anodische laag. Voor geanodiseerde oppervlakken op gegoten aluminium specificeert u een legering met een laag kopergehalte, zoals A360 (koper minder dan 0,6%) of een speciale cosmetische spuitgietlegering. A356- en 535-legeringen anodiseren schoon en nemen gelijkmatig kleurstoffen op. Als spuitgieten vereist is en anodiseren is gespecificeerd, werk dan samen met uw gietleverancier om een geschikte legering met een laag kopergehalte te selecteren tijdens de ontwerpfase, in plaats van de incompatibiliteit te ontdekken nadat het gereedschap is gebouwd.





